橡胶筛网在筛分设备中使用,与金属筛板相比,有以下几个主要特点:
1、能高度地吸收冲击力,所以有良好的抗磨损性能,在正常情况下,耐磨橡胶筛网有较长的寿命。
2、噪音低、粉尘少,根据测定,相同的筛机使用耐磨橡胶筛网比用金属筛板可降低噪音5-20分贝左右,并能明显地减少粉尘飘扬,使车间得到一个宁静清洁的工作环境;
3、比重小、易安装、易装卸运输,筛网重量不到15Kg左右,既减轻了设备的本身重量,又相应减少了筛机的动力消耗;
4、由于耐磨橡胶筛网本身的结构,使其筛孔具有弛张性能,(即在外力作用下孔径有小的周期性变化),且筛孔呈倒锥形,所以不易堵孔,具有较好的自净能力;
5.筛分精度高,由于筛孔是成型一次冲成,所以尺寸准确,具有编织筛面不可能有的筛分精度。
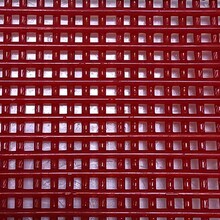
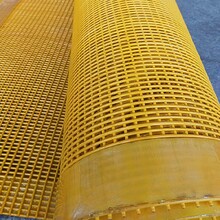
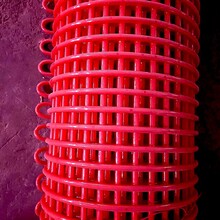
橡胶筛网制造简单,噪音低,增加了柔性度,降低了框架的重量,降低了振动筛的振动能耗,筛分率高且使用寿命长,是由橡胶混炼而成的,橡胶筛网包括边框、筛网孔、螺口和钢筋;边框上下各设有二个用于固定筛网的螺口,边框和钢筋固定在筛网孔的周边,筛网孔的每个交叉点处均固定焊接,钢筋为双钢筋结构,边框表面可以为各种颜色的橡胶,橡胶筛网中边框和钢筋的表面采用合成胶料加入橡胶配合剂混炼而成,使得橡胶与边框和钢筋之间有高强度粘结性,使橡胶筛网在工作中有很好的拉伸性;橡胶筛网的耐疲劳强度,延长了振动筛网的使用寿命,降低了工人的劳动强度和生产成本。
橡胶筛网原材料的塑炼
生胶富有弹性,缺乏加工时必需的可塑性性能,因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性〔渗入纤维织品内和成型流动性。
将生胶的长链分子降解,形成可塑性的过程叫做塑炼。
生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。
橡胶筛网的质检(二)
4.耐润滑油性检查
样品在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在-10%~+15%之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10%以内,伸长变化率在-30%以内。
5.硬度检查
筛板硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。
橡胶筛网在加工时,橡胶为何要塑炼
橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶临时失掉其弹性而使可塑性增大,以知足制造过程中的工艺要求。如:
使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳固,增添压型、注压胶料的流动性,使胶料易于渗透纤维,并能提升胶料溶介性及粘着性。自然一些低粘度、恒粘度橡胶有时也不必定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。
橡胶筛网在加工中容易出现的问题-气泡 及解决方案
常见的有大气泡和薄皮气泡两种。大气泡表现为橡胶接头体表面存在体积较大的气泡。大气泡产生的原因及解决方法如下:
1制品硫化不充分,导致橡胶制品表面有大气泡,割开其内部呈蜂窝海绵状。解决方法;延长硫化时间,提高硫化温度。硫化时有足够的压力。调整配方,提高硫化速度
2橡胶-金属粘接不良会引起粘结部位残留大量气体,加压时气体收缩。一旦撤去压力,气体扩散,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡。解决方法; 以1中所述方法解决
3有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡。解决方法;增加模具合模后放气次数。对模具进行抽真空。提高混炼胶温度。采用门尼粘度较高的橡胶。入料前挑破胶料上的气泡。改进开炼机混炼工艺,尽量避免气体混入胶料。改进注压条件,使胶料能较慢的进入模具型腔。改进模具的排气槽、溢料槽等
4 胶料配方中有易挥发物。解决方法;注意调节适当的硫化条件,温度不宜太高。使用的各种原料应注意使用前的防潮工作,必要时可以进行干燥。减少使用硫化时产生气体等小分子物质的原料。减少使用低沸点的增塑剂、填充油、软化剂
薄皮气泡表现为产品橡胶部分表皮浅层存在一定数量的小气泡。薄皮气泡产生的原因及解决方法如下所示。
5硫化条件,硫化剂配合不恰当。解决方法;注意调节适当的硫化条件,温度不宜太高。调节适当的促进剂比例,不宜过高
6 混炼中部分装橡胶原辅材料的塑料袋,未融化,并均匀分散在混炼胶中。解决方法;提高混炼温度。尽量去掉塑料包装袋