质量轻:
镁合金作为一种轻底量金属结构材料,其密度为l.74gcm,相当与铝的2/3、钢的1/4, 锌的l/4左右。这一特性对子现代产品减轻重量及车辆减少能耗有着重要意义。
比强度高:
镁合金的比强度高.在同等刚性条件下,lkg接合金的坚固程度等子18kg,比强度越高表明达到相应强度所用的本赤料底量越轻。
抗震减噪:
镁合金材料具有较高的阴尼系数、是铝合金的l5倍,有的吸震性能,可以吸收震动与噪音,用作设备机売减少噪音传递,耐中击,减轻凹陷损坏, 其抗冲击是塑料的20倍。
铸造性能好:
镁合金材料具有良好的铸造性能.在保存良好结构的条件下,镁合金制品壁厚可小于0.6mm,这是塑胶制品在相同强度下无法达到的,铝合金也只能在1.2-1.5mm范围内才可与镁合金相比。
切削性能好:
镁合金允许较高的切削速度,缩短切削加工时间,比其他金属有高出几倍的刀具寿命,可以一次切削获得优良的表面光洁度,极少出现积屑,有良好的断屑特性及温度传导性,可免除使用冷却或者润滑剂。
回收再生:
废旧镁合金件可回收再生,由于压铸件的需求不断増长,可回收循环利用的能力是非常重要的,这种符合环保要求的特点,使得镁合金比许多塑胶材料更具吸引力。
高散热性:
镁合金材料制作的散热片根部的空气温度与顶部的空气温度温度差,比铝合金材料制作的散热片大,因此加速散热器内部空气的扩散对流,使散热效率提高。因此,相同温度,镁合金的散热时间还不用铝合金的一半。
镁合金核心技术与可持续的创新能力,镁合金是一种结构功能一体化的轻质合金材料,那么大家知道镁合金的挤压工艺吗,如果不知道的话,下面就和小编一起来了解一下吧。
在传统挤压中,坯料和挤压筒壁间的摩擦限制了坯料长度的合理利用,使得可挤型材的长度受到制约,而连续挤压法则是一种创新的挤压镁合金的金属成形方法。
它无镁合金挤压生产线厂家的到之处是能连续地生产出精密的管材、型材及其它截面的金属材料,对于小口径管材、线材、小截面型材,要求长度很长、成盘供应的材料,是一种极为理想的加工方法。
260mm镁合金铸造棒
采用爆炸焊接方法在厚20毫米LY_(11)镁合金的φ15圆周上均匀地焊上三根φ10×1毫米的LF_2防锈铝管,氦气质谱检漏仪测得焊缝漏气率为8×10~(-10)乇·升/秒。切片冲剪试验,三孔平均焊缝冲剪强度为LY_(11)镁合金的冲剪强度(14.7公斤/毫米~2)。
1、镁合金只允许在空气电阻炉中加热。
2、为防止燃烧,各种合金的加热温度可以高达470℃;挤压速度可以高达20m/min,比硬铝合金的快一些,但只有软合金的1/3左右。
3、镁合金挤压材的收缩率比铝合金的大,因而相应地加大模具尺寸。
4、张力拉矫时材料应加热到150℃-250℃,而铝合金材料则在室温矫直。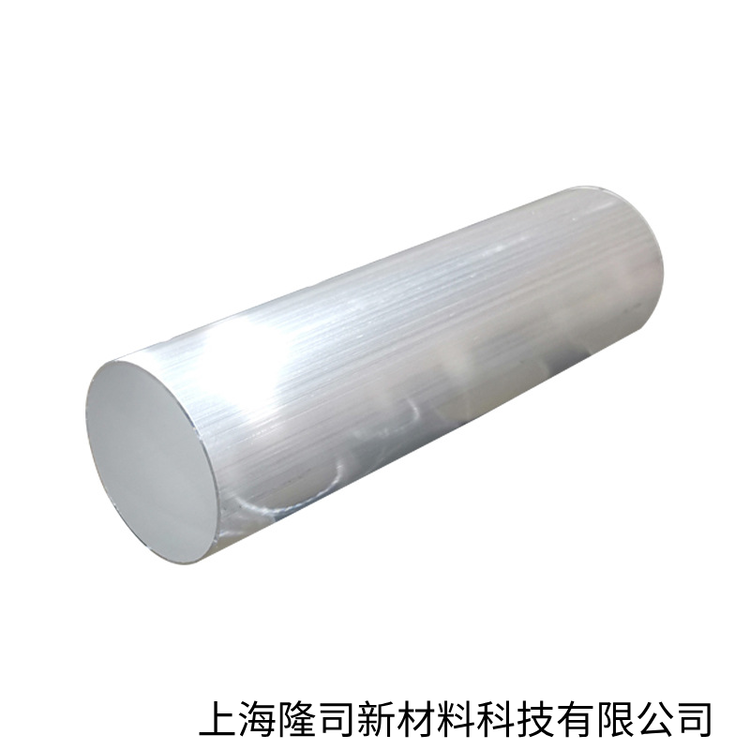
镁合金锭有哪些特性呢?洛阳晟雅镁合金科技有限公司的工作人员这就来跟大家说说吧!
密度低、比性能好、减震性能好、导电导热性能良好、工艺性能良好、耐蚀性能差、易于氧化燃饶等,这些都是镁合金锭所具备的特性。
并且镁合金锭的加工过程及腐蚀和力学性能有许多特点:散热快、质量轻、刚性好、具有一定的耐蚀性和尺寸稳定性、抗冲击、耐磨、衰减性能好及易于回收;另外还有高的导热和导电性能、无磁性、屏蔽性好和的特点。
应用范围:镁合金锭广泛用于携带式的器械和汽车行业中,达到轻量化的目的。