规范4.操作前检查润滑系统、液压系统及压缩空气系统,油量、油压、气压符合要求。
5.每天操作前检查光电保护装置是否正常,光电保护装置不正常不能开机,启动冲剪机时,操作者机床工作范围内无人。
6.对于次使用的程序,首行不装工件的空运行,在确保无误后方可装入工件进行加工。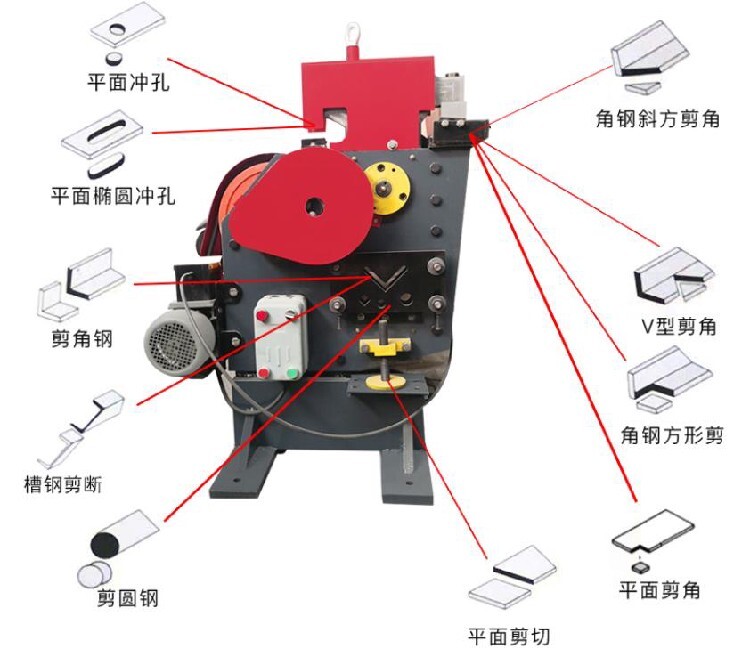
开机前检查上下模具的出料口,不能有铁屑。检查刀具架组件、脱料盘、刀具、中间环、调整环是否完好,检查剪切刀具及冲孔模具是否完好无崩裂,冲头和模孔壁间隙应均匀,剪切刀具刃口应保持锋利。
剪切刀具、刃口应保持锋利,刃口变钝或有崩裂现象,应及时更换4 剪切钢板、圆钢、方钢。型钢时压紧
5 剪切或冲孔时,严禁用手抚摸转动的机件表面,严禁测量工件,不得用手直接清理边角料。
操作者离开机床时停车,再开车时,要检查各部位手柄的原位置应无变动。
7 不准剪切叠合板料,不准修剪毛边板料的边缘,不准剪切压不紧的狭窄板料和短料。
冲孔模具
冲孔模具分为上下模。其特的结构能对大号的角钢和槽钢进行冲孔。
也可以选择折弯机模具把工件折成想要的角度。
槽钢刀片
剪切不同槽钢更换不同的槽钢刀片方可行扁钢剪切,易调节的压料脚剪切15"带刻度的方形挡料作为标准设备。防变形的有剪切刀片。下刀片有四面可用刀口,内有螺钉便于调整压料间隙。











