如何挑选岩板?
岩板的表面应该呈现清澈的颜色,没有浑浊的迹象,不具有塑胶感,正面没有气孔或气泡。
一个好的岩板样本,当放在明火上烧时,不会燃烧、开裂,也不会变黑或散发刺激性气味。
亮面的岩板表面应触感光滑,没有涩感或颗粒感,没有任何附着物;而模具面的岩板会有一定的颗粒感;哑光面的岩板,当手指划过表面时,触感应该细腻,没有任何顿挫感。
在购买时,可以使用铁丝、钥匙等硬物刮擦产品表面,岩板不会出现任何划痕。
同时,可以取两块相同的岩板样本,相互敲击或碰撞,岩板之间会发出清脆的声音,而不会有碎裂或缺口的现象。
如果是买岩板餐桌,注意看马肚边切面和表面花纹是否一致。侧面通体无分层。
佛山尚品素岩贝佳斯岩板是一家专注于岩板研发、设计与销售的集成型岩板供应平台、坐拥15000平米总部展厅及60000平米大型仓储中心、可容纳超百万平方产品,形成全套仓储管理系统。产品花色达至千款,规格全面、生产严格把控每一批产品质量,与顺成、依诺等行业企业达成长期战略合作、保障稳定供应链。公司秉承“客户价值至上”的经营理念,为行业众多品牌商提供的OEM服务。
1227新品推介丨火烧面模具岩板,研磨空间质感。
质感以材质为主!
材质以工艺体现!
贝佳斯岩板始终在质感之路上,
不断专研,持续创新,
推出1200*2700*9MM多款火烧面模具岩板新品,
只为给人们带来更好的空间体验。
贝佳斯岩板 | 1200*2700*12太空黑
汲取自然之色,沉淀石材之感
糅合工艺,打破有限边界
模具质感火烧面黑色黑坯纯色系列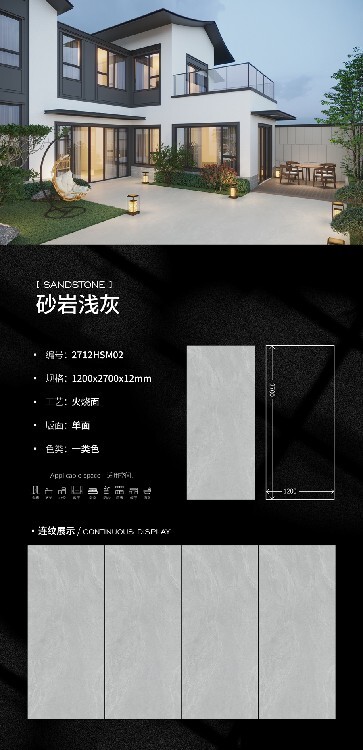
国产与进口岩板区别,适合自己的就是好的!
1表面硬度
国产岩板6级莫氏硬度,略低于欧洲进口岩板7级莫氏硬度。影响表面硬度因素,一般由压机和表面釉质决定,而同样采用意大利高吨位压机的国产岩板,能够缩短与进口岩板的差距。但是由于釉料配方是欧洲岩板企业的专利,因此国产岩板与欧洲进口岩板始终不能划号。
#2耐高温性
欧洲进口岩板与国产岩板的耐高温性相差不大,都是需要1250°高温煅烧。但是,温差适应性始终依据坯体本身配方质量,因此欧洲进口岩板经得起骤冷骤热。
#3触感质感
欧洲进口岩板的自然面表面摸起来更像岩石,有强烈的凹凸纹理,而这种凹凸纹理并不粗糙,摸上手的时候,会有更加直观的细腻触感。国产岩板自然面会平滑得多,同时带有明显的反光感。
#5厚度尺寸
目前进口岩板薄可以做到3mm,国产岩板可以做到5.5mm。如果使用橱柜、衣柜板材的话,进口岩板由于板材较薄能够减少重量。但由于薄容易折断,在吧台、洗手盆等应用中,多采用5.5mm以上的厚岩板。岩板规格一般有2400*1200,3000*1500,3200*1600。
贝佳斯岩板 ||岩板加工攻略之二:开孔与拼接篇
贝佳斯岩板:
岩板是现在市场热门的装饰材料,其尺寸超大,花色自然,厚度薄,重量轻等特点,受到装饰市场的热捧。岩板的深加工产品也正在走向各层消费群,逐渐受到很多人的喜爱。
工序二
岩板开孔
1摆放稳定,多点支撑
开始操作前,应检查底部支撑是否稳定、水平,且在切割一侧有足够的支撑力。待切割区域无杂质污垢,并在板材下方充分均匀分布。
2合理留白,受力
从孔至板材边缘始终留有至少5厘米的距离。孔的圆角半径应至少为3毫米。孔的圆角半径越大,则该面板的结构承受力越大。相反,任何没有圆角的孔内角都会在面板上造成应力点。任何时候都不得切割无圆角的90度直角。
工序三
岩板磨边
建议以圆角或斜切方式处理岩板台面的边缘,这样可使台面更抗冲击、美观且安全
3.1 磨鸭嘴边时应留 6mm,留太厚不美观,留太薄容易被压爆,一般 进去 1 公分到 2 公分。
3.2 (厚板)磨边速度为 1.2-2m/min,磨鸭嘴边时速度建议速度为 1.35m/min,磨 5*5 类似斜边时建议速度为 1.8m/min,直边见光 建议速度为 2m/min。现在每个加工厂使用的磨边机差异较大,以 玻璃机器、岩板机器较多。
3.3 磨轮转速要根据磨边的速度适当调整,现在以 4(抛光)+6(塑 型)+1(定型)磨头数量的玻璃磨边机器较多。
3.4 磨之前提前用块小板试磨,看效果调整好相应的参数之后再大量 上板磨。3.5 目前磨边以精钢砂轮定型,树脂轮抛光为多。
工序四
岩板的无缝拼接
145°切割
在岩板的应用领域,无论是家居还是商业空间的应用,有许多直角的产品,如浴缸、洗手盆、大中型岛台、柜体转角等,甚至还有商业空间的墙面、干挂等,对岩板加工的需求不是很大,但是在这里就需要用到岩板的45°切割。
另外,岩板的45°切割的角度要,切口要平整,加工精度决定了成品的品质。切口平整,拼接美观无瑕疵,真正做到无缝拼接。
2拼接前后的处理
无缝拼接是指45度倒角时与釉面形成尖角,0留边进行碰角。
因为在磨边的时候使用机器进行切割,难免多少会有—些瑕疵,所以在结束磨边之后需要用手工进行二次打磨检验,以成品品质。
3粘贴
在粘贴前,我们需要进行部分处理:
1.把岩板清理干净、把水晾干
2.核对加工图纸尺寸等.
3.做一套夹具来进行岩板拼接的定位,保障成品的笔直、美观.
4.需要拼接的岩板定位后,将的岩板胶水打进接口位置
5.再用布质胶布进行对接口拉粘以致加大无缝拼接的效果
6.放置3-5分钟。胶水未完全干透时,需将溢出来的胶水进行初步处理。
4表面处理
胶水干至20-30分钟后,用海绵擦或角磨机、砂纸等工具将多余的胶水打磨掉(特别注意∶海绵擦或角磨机一定要呈四十五度角打磨),当磨片发出脆响时,即已经将胶水磨平。
特别注意∶一旦发出脆响时就要停止打磨,否则会将釉面磨坏,破坏美观,后用刀片将多余胶水刮干净。
5加固、防水处理
以上四个工序完成后,加固,需要用特制的收边条或角码等材料进行对粘接口背面进行加固处理,加大了对粘接的接合力度、稳固性,以防脱落开裂等问题。
卫浴盆、洗手盆等跟水有接触的产品都需要进行防水处理。
1、使用特定的防水胶条对拼接口背面进行全部粘接上防水胶条;
2、用常用的结构胶对全部的拼接口再进行一次打胶,结构胶有进行二次加固效果。
6后防污处理
后,以上五个工序完成后,需要用防污剂抹在接口位置,使接口更漂亮。
岩板的拼接要点总结:
4.1 岩板上下水刀平台要轻拿轻放,尤其是没有垫板的平台更要注 意。
4.2 水刀切割 45 度拼接的零部件时,切记不要真的只切 45 度,要大 于 45 度来切,拼接效果才会好,建议 46.5 度。
4.3 水刀切割出来的零部件要等干了之后才可以进行拼接,可人为烘 干。
4.4 拼接的零部件一定要先弄干净整洁才进行拼接,如果有灰尘,会 大大的降低粘度。
4.5 拼接的板材,可适当的用手磨机打磨一下,尤其是有时候要用面 板拼接的时候要打磨一下拼接的位置。
4.6 见光边都做安全边,平整光滑,好用砂纸,不要手磨机磨的缺 棱掉角。
4.7 台板下挂拼接缝隙不能大于 0.5mm,盆内拼接缝隙不能大于 1mm, 所有缝隙不能有空隙。斜的板跟直板拼接的时候,注意磨一下斜 板拼接底部位,尤其注意只斜了一点角度的板,如果不磨拼接出 来的缝隙就会大。
4.8 台盆板材干净整洁。
4.9 加厚条子稳固不凸出侧板。
4.10 防水胶覆盖缝隙范围:2 边的任何一边距离缝隙≥3mm。4.11 一体盆不漏水,盆内不积水。
4.12 如有连纹要求,要按照要求开料。
4.13 所有亮光产品所有工序要用绳子或是夹子把板隔开,以防板面 刮花或是底格印,切忌底部直接压面。
你要有一块好岩板!
快来贝佳斯岩板展厅挑一挑吧,
你要的花色、规格,全部都有!