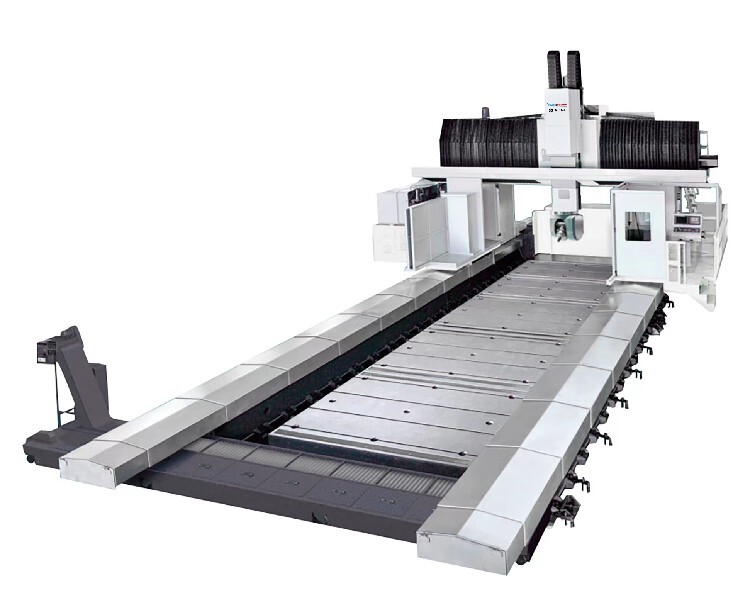
龙门加工中心根据龙门架的类型可以分为定梁式、动梁式和动柱式。顶梁式龙门加工中心的横梁固定,工作台移动;动梁式龙门加工中心的横梁上下移动,工作台前后移动;动柱式龙门加工中心工作台固定,龙门架移动。
龙门加工中心机技术参数规格表
规格/机型 单位 FD-42120
1.加工范围
X轴行程(左右) mm 12000
Y轴行程(前后) mm 4200(卧头行程5000)
Z轴行程(上下) mm 2250
主轴鼻端至工作台面距离 mm 555-2805
卧头中心至工作台面距离 mm 175-2425
双柱间距离 mm 4250
横梁底面至工作台面距离 mm 2950
2.工作台规格
工作台尺寸 (X 轴方向) mm 12000
工作台尺寸 (Y 轴方向) mm 3200
工作台大载重 kg 25000KG
3.三轴轨道设计及型式( X,Y轴滚柱线轨,Z轴方滑枕)
轨道规格宽度 mm X轴:55 / Y轴:55 / Z轴: 600方滑枕
4.主轴规格
主轴传动方式 直结式传动
主轴转速 rpm 50-6000
主轴内孔锥度 BT50
主轴推荐马力 KW 30/37
主轴堵转扭矩 NW 249.1
主轴转速变换 两档齿轮箱变速
5.进给系统
G00 快速进给 (X/Y/Z 轴) m/min 6/6/6
G01 切削进给 mm/min 1-6000
6.刀库系统(选配)
刀库类型 pcs
大刀具直径/相邻无刀大刀具直径 mm Ø112/ Ø220
大单刀重量 KG 18
大刀具长度 mm 300
拉刀螺栓 MAS403P50T-1(45度)
7.机器精度
X,Y,Z定位精度 mm 0.005/ 300
X,Y,Z重复定位精度 mm 0.008/ 300
8.主轴及三轴马达参数 FANUC 0i-MF
主轴伺服马达额定功率/扭矩 kw / Nm 30/37 / 249.1
三轴伺服马达额定功率 kw X轴:9 / Y轴:6 / Z轴:6
三轴伺服马达大扭矩 Nm X轴:130 / Y轴:130 / Z轴:130
9.其他
机器尺寸(长*宽*高) mm 27600*7850*9750
机器重量 T 约130T

标准配置零件列表
序号 名称 序号 名称
1 数控系统FANUC 0i-MF 16 RS-232及DNC接口
2 主轴冷却系统 17 CF卡程序存储 / USB接口
3 电气箱冷却系统 18 刚性攻牙
4 主轴吹气清屑装置 19 自动断电功能
5 行星式齿轮箱(两档变速) 20 预读插补加减速(FANUC)
6 自动润滑及警告装置 21 控制轴扩展(B轴)
7 切削液系统(含泵及储存箱) 22 高速 AICC(1)(FANUC)
8 X、Y轴滚柱直线导轨 23 手动脉波产生器
9 Z轴四面约束方滑枕 24 脚踏松刀开关
10 X、Y、Z精密滚珠丝杆 25 工具箱及调整工具一套
11 X、Y伸缩护罩 26 水平调整螺丝及垫块
12 半封闭外罩钣金 27 系统参数书(电子档)
13 双侧螺旋排屑 28 机台操作与维修说明书(电子档)
14 履带式排屑/集屑小车 29 系统编程、操作说明书(电子档)
15 工作灯,警示灯,变压器 30 机台出厂精度检测报告
机台交付时所需物品及相关要求
1. 电源/气源要求:动力电源:380V±10%,单相电源:220V±10%,电源总功率:20KVA,电源频率:50HZ±1%,三相,气源:6kg/c㎡经适当干燥处理
2.使用环境条件要求: 相对湿度:≤80%,环境温度:0℃-42℃,空气介质:无腐蚀性介质,光线充足,通风良好,机床在上述工作环境下,长期稳定工作。
3. 润滑要求:68#导轨润滑油,为用油安全,提高机台性能,建议用美孚、壳牌等品牌。
4. 接地要求:机台地线单接地,严禁多台机接一个地桩或与其他设备接地相连或接到户外的水管上。要求用电阻4Ω,长1.5m的的接地铜棒壹条打入地下,并在铜棒头部做三个Φ5-6mm的螺丝通孔以便接线。
5.切削液要求:至少200L的加工用的切削液(乳化液请按照要求配比约浓度7,避免机台锈蚀,破坏机台精度)。
安装、调试、精度和验收
1. 设备的初验收在甲方工厂进行,初验收合格后乙方准备出机。
2. 机器到厂后,由甲方指派一名技术员协助乙方进行拆箱、点收、机床就定位等工程。
3. 机床就定位所需的吊车起重设施与搬运人力由乙方负责。
4. 机床就定位后, 甲方指派交机人员到乙方工厂进行安装、调试、验收。
5. 双方依据协议由甲方授权指派的技术人员与乙方授权人员按甲方提供的精度检验标准进行验收。
设备的日常维护与保养:
1. 日常维护:
2. 定期清洁与润滑:每天结束工作后,应清理机床内外部的灰尘、切屑等杂质,特别是导轨、丝杠等运动部件,避免异物导致磨损或卡死。按照制造商推荐的周期和方法对各运动部件进行润滑,正确使用润滑剂可以减少摩擦,延长机械寿命。
3. 运行监测:在运行过程中,定期监测其运行状态,如主轴转速、进给速度、切削过程等,确保设备在正常状态下运行。
4. 定期保养:
5. 更换易损件:定期检查刀具、刀具夹头、传感器等易损件的磨损情况,及时更换以加工质量。
6. 检查紧固件:检查螺钉、螺母、卡爪等紧固件是否松动,特别是刀库、主轴、导轨连接处的螺栓,确保无松动现象。
7. 检查电气系统:定期检查电气接线、传感器、控制板等是否有异常,确保电气系统的稳定性和可靠性。
8. 检查冷却系统:清洁冷却液管道,检查冷却液的水平和质量,并及时更换或维护冷却系统的元件,以确保机床的温度保持在合适的范围内。
9. 保养管理:
10. 建立保养制度:维护与保养工作进行制度化管理,制定详细的保养计划和保养流程,确保保养工作的有序进行。
11. 培训操作人员:对操作人员进行定期培训,提高其设备维护与保养能力,确保设备得到正确的保养。
12. 记录与统计:维护与保养工作进行记录和统计,分析设备的运行状态和故障情况,为设备的改进和优化提供依据。
13. 通过上述的日常清洁、定期检查与调整、及时更换磨损件、以及安全与环境条件的管理,可以显著提升机床的使用寿命和加工效率。









