宁波超厚钢板切割-
当折弯机的上模下降到底部时,要有一定的板厚间隙。否则会损坏模具和机器。也有电动快速和手动胃。3.折弯机下模具切口的选择:一般选择板厚为切口宽度的8倍。如果要弯曲4mm的钣金,则选择弯曲机下模的V形缺口大约32mm。
钢板切割-钢板零割 速度过低时,没有后拖量,件下面割口处的火花束向切割方向偏移。如割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显会后偏。这些都是人从长期的实践中不断总结出来的。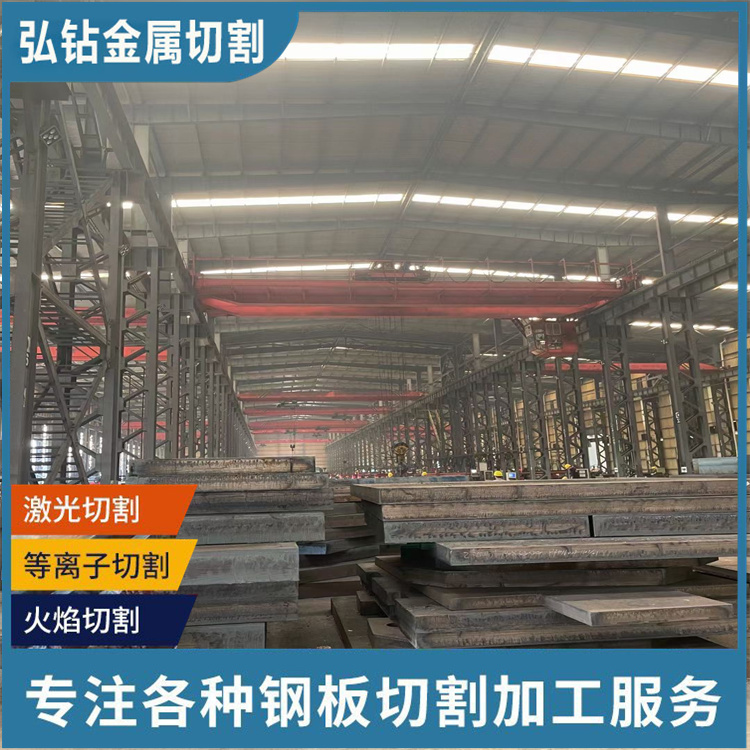
宁波超厚钢板切割-A3钢板零割 货源充足 钢板是普通且常见的钢材,很多人觉得结构简单的钢板无论是生产还是加层面等都没有什么含量,其实这是一种错误的心态,君不见“万丈高楼平地起”、“千里之堤溃于蚁穴”。任何复杂的、强大的事物,都包的、不起眼的基础,钢板虽然结构简单,但连造、造也都少不了钢板。
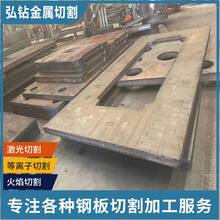
而下边缘挂渣是火焰切割挂渣中十分普遍的现象,主要是在切割断面的下边缘产生连续的挂渣。而导致出现类似的问题的原因则相对较为复杂,一般来说钢板切割加出现下边缘挂渣时,先检查切割速度是否太快或太慢,使用的割嘴 太小,切割氧压力太低等。
使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,切割直度和切割速度。2、根据自动钢板切割加及半自动切割方式的不同,各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。