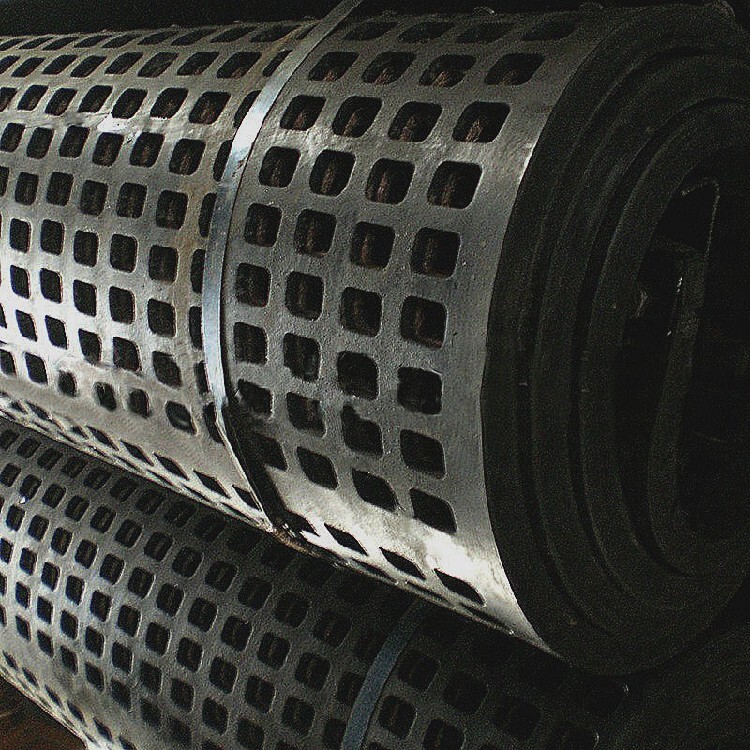
安装方式按需定制孔型多款材质复合橡胶加工工艺塑料 馏化加工方式模压 冲孔
橡胶筛网具有以下优点: 1、筛网可以在模压工艺中增加各种不同的骨架材料,延长使用寿命; 2、筛网重量较轻便于现场装卸; 3、筛网阻力大,可降低噪音; 4、筛网可根据物料的形状设计出不同的孔形,筛孔愈大,单位筛网面积的生产率愈高,筛分效力也越好,但筛孔的大小取决于采用的目的和要求; 5、筛网由于有橡胶的特性,所以使用寿命较长,承载能力大。

原材料准备: 1.橡胶筛板的主要原料是以生胶为基本材料,而生胶就是生长在热带,亚热带的橡胶树上通过人工割开树皮收集而来。 2多种配合剂:是为了改善橡胶制品的某些性能而加入的辅助材料。 3.纤维材料有〔棉、麻、毛及各种人造纤维、合成纤维和金属材料〔钢丝、铜丝是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。 在原材料准备过程中,配料按照配方称量准确。为了使生胶和配合剂能相互均匀混合,需要对材料进行加工: 生胶要在60--70℃烘房内烘软后,再切胶、破胶成小块; 配合剂有:块状的,如石蜡、硬脂酸、松香等要粉碎; 粉状的若含有机械杂质或粗粒时需要筛选除去; 液态的,如〔松焦油、古马隆需要加热、熔化、蒸发水分、过滤杂质; 配合剂要进行干燥,不然容易结块、混炼时若不能分散均匀,硫化时产生气泡,会影响产品质量;

橡胶筛网的质检 1.外观检验 筛板表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状突起.表面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感 2.尺寸检查 橡胶筛板尺寸按规定程序批准的产品设计图纸和各相关的GB标准制造,符合产品图样或技术文件的要求. 卷尺和卡尺 3.耐燃油性检查 样品在40OC的环境温度下,放在燃油中浸泡48h后,其本积变化率应小于10%,硬度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化率在-20%以内。

橡胶制品胶种的分类: 1.通用橡胶: 是指部分或所有取代天然橡胶使用的胶种,如丁苯橡胶、顺丁橡胶、异戊橡胶等,主要用于制造轮胎和一般工业橡胶制品。通用橡胶的需求量大,是合成橡胶的主要品种。 2.丁苯橡胶: 丁苯橡胶是由丁二烯和苯乙烯共聚制得的,是产量大的通用合成橡胶,有乳聚丁苯橡胶、溶聚丁苯橡胶和热塑性橡胶(SBS)。 3.顺丁橡胶: 是丁二烯经溶液聚合制得的,顺丁橡胶拥有特别的耐寒性、耐磨性和弹性,还拥有较好的耐老化性能。顺丁橡胶绝大多数用于生产轮胎,少部分用于制造耐寒制品、缓冲资料以及胶带、胶鞋等。顺丁橡胶的弊端是抗扯破性能交差,抗湿滑性能不好。 4.异戊橡胶: 异戊橡胶是聚异戊二烯橡胶的简称,采纳溶液聚合法生产。异戊橡胶与天然橡胶相同,拥有的弹性和耐磨性,的耐热性和较好的化学稳固性。异戊橡胶生胶(未加工前)强度显着低于天然橡胶,但质量均一性、加工性能等优于天然橡胶。异戊橡胶能够取代天然橡胶制造载重轮胎和越野轮胎还能够用于生产各样橡胶制品。 5:乙丙橡胶: 乙丙橡胶以乙烯和丙烯为主要原料合成,耐老化、电绝缘性能和耐臭氧性能。乙丙橡胶可大批充油和填补碳黑,制品价钱较低,乙丙橡胶化学稳固性好,耐磨性、弹性、耐油性和丁苯橡胶靠近。乙丙橡胶的用途十分宽泛,能够作为轮胎胎侧、胶条和内胎以及汽车的零零件,还可作电线、电缆包皮及高压、压绝缘资料。还可制造胶鞋、卫生用品等淡色制品。 6.氯丁橡胶: 它是以氯丁二烯为主要原料,经过均聚或少许其余单体共聚而成的。如抗张强度高,耐热、耐光、耐老化性能,耐油性能均优于天然橡胶、丁苯橡胶、顺丁橡胶。 拥有较强的耐燃性和的抗延燃性,其化学稳固性较高,耐水性。氯丁橡胶的弊端是电绝缘性能,耐寒性能较差,生胶在储存时不稳固。氯丁橡胶用途宽泛,如用来制作运输皮带和传动带,电线、电缆的包皮资料,制橡胶加工工艺问答

橡胶筛网在加工时,橡胶为何要塑炼 橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶临时失掉其弹性而使可塑性增大,以知足制造过程中的工艺要求。如: 使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳固,增添压型、注压胶料的流动性,使胶料易于渗透纤维,并能提升胶料溶介性及粘着性。自然一些低粘度、恒粘度橡胶有时也不必定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。
橡胶筛网在加工中容易出现的问题-气泡 及解决方案 常见的有大气泡和薄皮气泡两种。大气泡表现为橡胶接头体表面存在体积较大的气泡。大气泡产生的原因及解决方法如下: 1制品硫化不充分,导致橡胶制品表面有大气泡,割开其内部呈蜂窝海绵状。解决方法;延长硫化时间,提高硫化温度。硫化时有足够的压力。调整配方,提高硫化速度 2橡胶-金属粘接不良会引起粘结部位残留大量气体,加压时气体收缩。一旦撤去压力,气体扩散,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡。解决方法; 以1中所述方法解决 3有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡。解决方法;增加模具合模后放气次数。对模具进行抽真空。提高混炼胶温度。采用门尼粘度较高的橡胶。入料前挑破胶料上的气泡。改进开炼机混炼工艺,尽量避免气体混入胶料。改进注压条件,使胶料能较慢的进入模具型腔。改进模具的排气槽、溢料槽等 4 胶料配方中有易挥发物。解决方法;注意调节适当的硫化条件,温度不宜太高。使用的各种原料应注意使用前的防潮工作,必要时可以进行干燥。减少使用硫化时产生气体等小分子物质的原料。减少使用低沸点的增塑剂、填充油、软化剂 薄皮气泡表现为产品橡胶部分表皮浅层存在一定数量的小气泡。薄皮气泡产生的原因及解决方法如下所示。 5硫化条件,硫化剂配合不恰当。解决方法;注意调节适当的硫化条件,温度不宜太高。调节适当的促进剂比例,不宜过高 6 混炼中部分装橡胶原辅材料的塑料袋,未融化,并均匀分散在混炼胶中。解决方法;提高混炼温度。尽量去掉塑料包装袋