涂装固化线加热区隔热设计 加热区壳体双重设计内填充保温材料,使内 外温度隔离,即节能,又能保护工作环境。 可调整的进出仓高度 该输送带烘干箱完全封闭,烘干箱的输入和输出端带有滑动可升降遮档门,有效屏蔽热源外泄,保护工作环境、能源节约,又增加机器的一机多用 能力。
涂装烘干机特点:
热烘干室温度:室温-150℃任意设定;设有热风、冷风、
UV光固功能,操作简便,效率好。
设热风循环系统,温度、风量均匀,是产品能迅速干燥,且收缩率小,
变频电机驱动,可调速,数字显示,传动平稳。
远红外灯管加热,由微电脑控制。
进出料端分别装有紧急开关,方便操作者处理紧急情况,增加了安全性。
高压制冷,工件出料后,可达室温。
涂装烘干机这种适应性允许涂装商创建占地面积更小的新生产线,或修改现有生产线以确保满负荷生产。带有后烘烤的UV固化生产线配置提供了多种好处。紫外固化前的短暂溶剂挥发过 程,可以产生不指粘的表面,同时减少了会在长时间烘烤过程中产生的灰尘积累,从而减少了废料。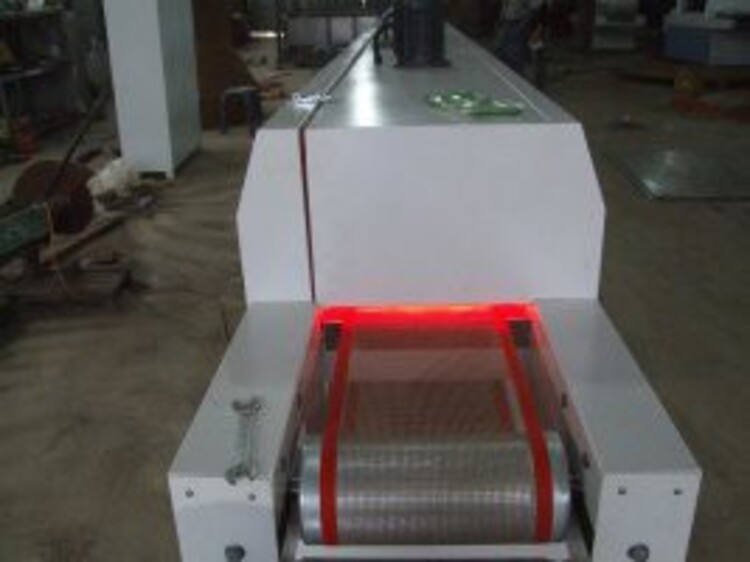
涂装固化线特性“:
空气过滤装置及废气抽风口,可将内部废气抽出室外
采用进口石英玻璃管发热管加热或不锈钢加热管,80克纸烘干不变形;
热烘干温度:室温~200℃任意设定,设有热风(可根据客户另加UV光固)引皱、冷却功能,操作简便,
;
涂装固化线操作流程
在确认烘道传送带上无任何障碍物情况下,先打开电源总开关。
打开加热开关,在温度没有达到设定温度之前先别上料,待温度达到设定的温度时开始上料。(注:在上料时请
确认传送带和发热灯管正常)
涂装固化线操作流程:
在涂装固化线停机前先停止上料,当传送带上的物料传送完成之后,先关掉加热器开关,然后等待温度降到30摄氏度范围内再把传送开关掉
待传送停止之后,关掉总电源。










