模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。
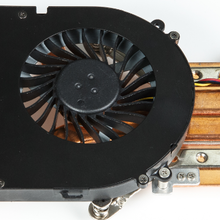
同样材质散热器的传热系数越高,其热工性能越好。可采用增加外壁散热面积(加翼(肋)片)、提高散热器周围空气的流动速度(如钢制串片散热器加罩)、强化散热器外表面辐射强度(如外表面饰以辐射系数高的涂料)和减少散热器各部分间(如钢制串片散热器的钢管与串片)的接触热阻等措施改善散热器的热工性能。 [1]
散热器单位散热量的成本(元/W)越低,安装费用越低,使用寿命越长,其经济性越好。同样材质散热器的金属热强度(单位质量金属、每1℃传热温差的散热量(单位为W/(kg·℃)))越高,其经济性越好。 [1]