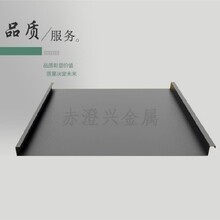
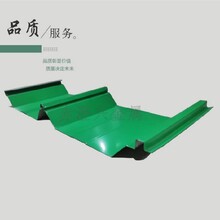
随着国内建筑行业的不断发展,采用铝镁锰板作为屋面具有良好的特性,在众多建筑产品中占有很大的优势。在近几年铝镁锰板面板的使用非常广泛,在国内大型件建筑工地都可以见到它的身影,在机场航空站楼、会展中心、体育场馆等、购物中心等地方,铝镁锰板都充分发挥了它的作用。
铝镁锰板屋面系统中主要是分为三成,其中包括铝镁锰板面板、保温层、金属底板等,根据设计需求,甚至还可以细化为六层。
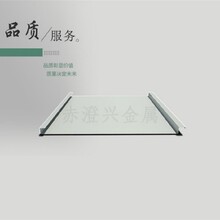
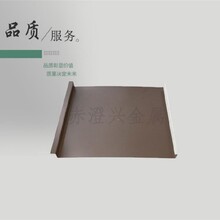
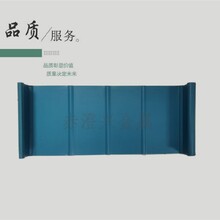
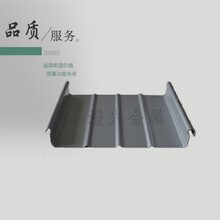
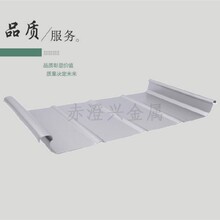
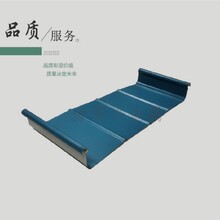
层需要使用铝镁锰板作为面板,面板是直接与大气和雨水接触的一层,所以要做好防水处理,立边高度、立边的方向,节点处理,这些决定了屋面的防水效果。
第二层是保温层,需要采用离心的玻璃纤维吸音棉,起到很好的保温和降噪的作用。如果遇到恶劣的天气,例如大雨或者冰雹的天气,可以降低噪音。
第三层采用防潮的铝箔层,在顶部铝箔还具有良好的防水功能。采用纯聚乙烯膜和增强的纯聚乙烯板,防潮层能限制建筑内部水气进入屋顶,从而避免冷凝现象出现。
第四层是隔音层。
第五层是结构层,需要采用压型钢板和钢檀条,起到结构支撑的作用。
一层是装饰层,采用彩钢压型地板,纸托吸音棉,起到一定的装饰作用。
铝镁锰板具有很好的防水性、抗风防火性能,使用寿命比较长。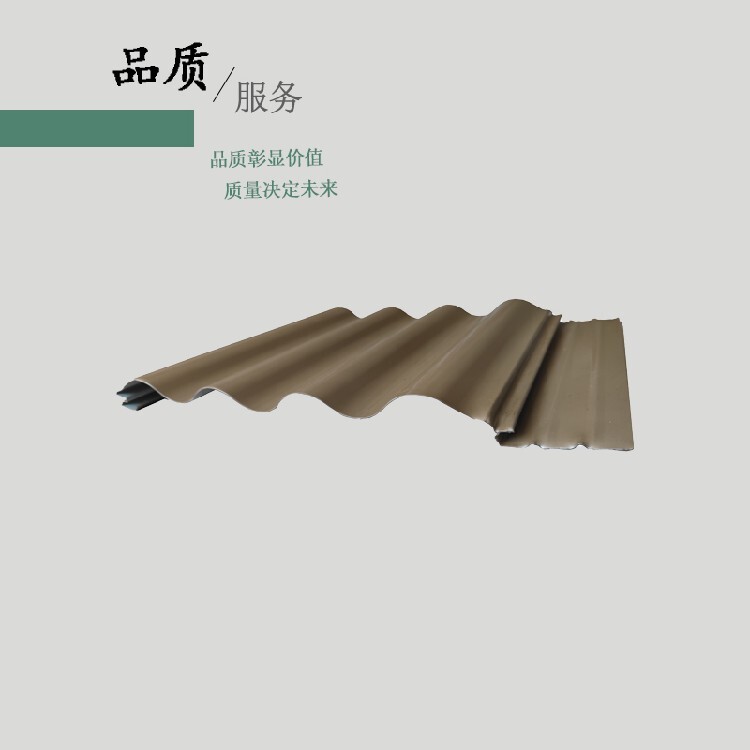
合铝镁锰板可用一样平常机具进行裁切、钻孔、修边、弯折。数量多时可进行工人半制品加工制作排名优化,流水作业。
复合铝镁锰板可用一样平常机具进行裁切、钻孔、修边、弯折。数量多时可进行工人半制品加工制作排名优化,流水作业。复合铝镁锰板的制作与其支持固定体例有关。
通常沿周围距边缘肯定宽度沟槽、切角,再折成盆形板,然后在板后加铝方管增强。周围通过铝角码(铝角铁)与框架连接固定。这种安装方法较牢固、结果好,且在板与增强铝方管间加胶粘结,此种方法已被广泛采用。沟槽的槽型通常有半圆型、90°U型、135°U型等几种型式。 U型槽可获得小弯曲半径。在弯曲时,板材将被拉长,因此原始板材加工长度要比制品的计算长度短一些。这个拉长的长度转变,与铝的辊轧方向的横向或平行向有关,应适当考虑弯曲条件进行试验。 对于弧形板,因为复合铝镁锰板有的加工性能,可在压力制动机或带三滚子的辊轧机上直接弯曲。板料在辊轧开始和末尾时,留出75~l00mm的直线部分以备切除,这是辊轧工艺要求。作为板后增强的铝方管也可直接弯曲这个过程重要是通过对平板经过裁剪、折边、弯弧、焊接、打磨等工序,把铝镁锰板加工成施工所需的外形和尺寸。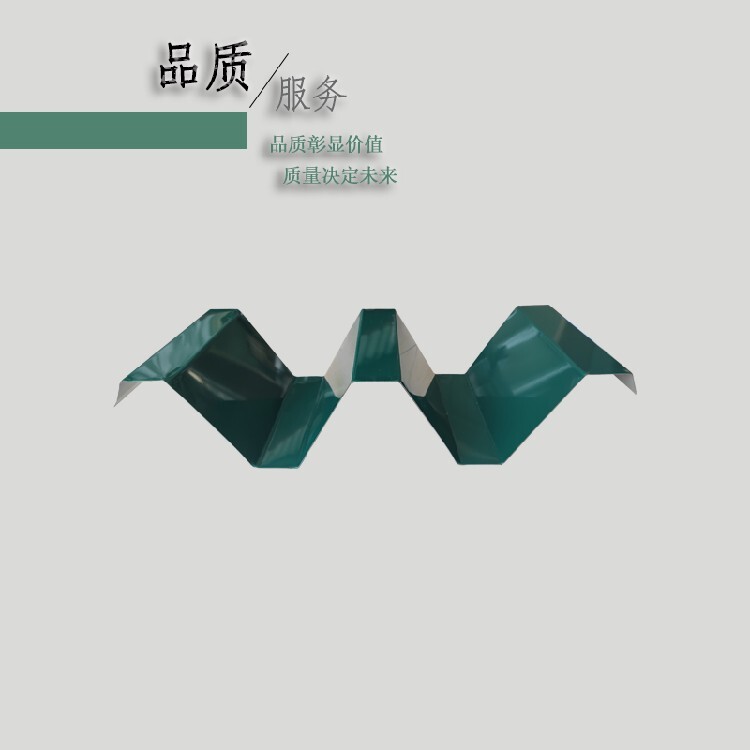
铝镁锰板生产工艺应注意的问题。
一、放样
放样是铝镁锰板现场施工制作的初步工序,放样尺寸可以避免今后各工序的累积误差,工程整体的质量。对于放样工作,需要注意几个问题:放样前要熟悉图纸,检查图纸中各零件的尺寸是否有不一致的地方,检查土建和其他安装工程有无矛盾,检查有无错误,然后,为了以安装1:1的比率描绘零件相互的尺寸和实际的图形,产品的质量,防止因材料不完备而产生的废品,模板应该注意释放事前放置,增加产量。
二、模板连接
在连接铝镁锰板模板时,请考虑切割和焊接的余量。切缝通常为2-3,焊接收缩长度为5-35。面板拼接焊接应图纸质量要求完成。焊接前请去除切断时残留的锈油、污垢等,根据需要严格进行坡口加工。如单槽55左右,纯边高1~2,采取保障焊接质量的措施。
三、数控机床切割
铝镁锰板角模板是按照铝镁锰板底材图的要求制作的。只有在检查没有间隙之后才能使用。考虑到切断和焊接的连接量和组装误差,长度应为20-30,切断宽度误差应为1。编程完成后,切割机应空转,检查并记录运行轨迹是否与材料尺寸一致。如无误,切割机可根据板厚的时刻调整火焰尺寸、氧气压力和切割速度,切口的光泽度。