十字柱组立:
1.十字柱组立前设备的选择:A.十字柱的组立可采用人工胎架组立;B.组立的定位焊接可采用气体保护焊机。
2.十字柱的组立。A.确定装配基准线:在H型钢及T型钢(已组立成H型)组焊完毕并校正合格后,在其端头腹板上确立装配基准线,并用记号笔标记、划线,并用工艺隔板进行初步定位,(临时)装配定位工艺隔板,然后,以该装配基准线及工艺隔板为基准转配。B.十字柱的组立应在胎架上完成,并辅以千斤顶对部件间顶紧,各部件间的定位点焊长度40~60mm左右,焊角6mm,间距300~400mm。
3.注意的是在拼成十字前要先将H型和T型钢校正(校直,校平)。
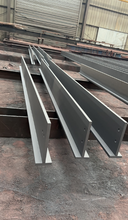
装配式建筑被大力推进的背景下,大中型钢结构产品得到了社会的青睐,十字柱作为大部分钢结构建筑中的主要受力构件得到了广泛的应用。十字柱主要由主截面h型钢和两侧的t型钢焊接构成。
近几年,伴随着我国房地产行业的逐渐繁荣,木工程建设行业也实现了快速发展,对于我国整体经济的发展有着十分重要的推动作用。而从现阶段的情况来看,伴随着建筑的规模整体呈现出扩大的趋势,相比于以往的土木工程建设工作来说,其对于施工质量的要求也在持续提升。土木工程建设过程中,相比于其他类型的结构来说,钢结构的优势十分明显,因此,钢结构在现代建筑中的应用也越来越广泛。文章就具体探讨了从土木工程施I中钢结构自身所具备的优点土木工程建设过程中应用钢结构常用的施工技术,以及利用钢结构进行土木结构施过程中需要注意的问题三个方面出发进行了具体探讨。
施工单位对其采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
焊缝表面不得有裂纹、焊瘤等缺陷。、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且焊缝不许有咬边、未焊满、根部收缩等缺陷。
钢结构是由各种加工制成的型钢和钢板组成,采用焊接、螺栓或铆钉连接等手段制造成基本构件,运至现场装配拼接。故制造简便、施丁周期短、,且修配、更换也方便。这种工厂制造、工地安装的施工方法,具备了成批大件生产和成品精度高等优点,同时为降低造价,发挥投资的经济效益创造了条件。