随着国家对安全生产的逐步重视,各种的安全生产保障和监控手段越来越严格和规范,在水泥、火电等行业,煤粉作为生产燃料应用非常的广泛,煤粉仓安全就变得尤为重要。
煤粉仓的安全问题主要来自CO可燃气爆炸和粉尘爆炸两种安全隐患;燃煤经过磨煤机制粉时会产生大量的CO气体, 如果磨煤机中CO浓度过高,遇到高温或者机械摩擦的火花会燃烧甚至爆炸;煤粉颗粒非常的细具有很大的表面积,当煤粉表面吸附大量的空气后形成混合物,这样积存的煤粉受空气中氧的作用,容易氧化放出热量,当散热条件不好时会使温度急剧上升,引发周围气粉混合物爆燃导致粉尘爆炸。
磨煤机煤粉仓气体分析系统相关国家标准及规范:
根据国家应急管理部2022年10月20日发布的,关于“关于公开征求《建材行业安全生产术语(征求意见稿)》等7项行业标准意见的函”中“4.水泥工厂煤粉制备系统防火防爆安全规程(征求意见稿)和编制说明”一文中明确提出了,建议在磨煤进出风管、煤粉仓、除尘器等位置安装CO在线监测系统。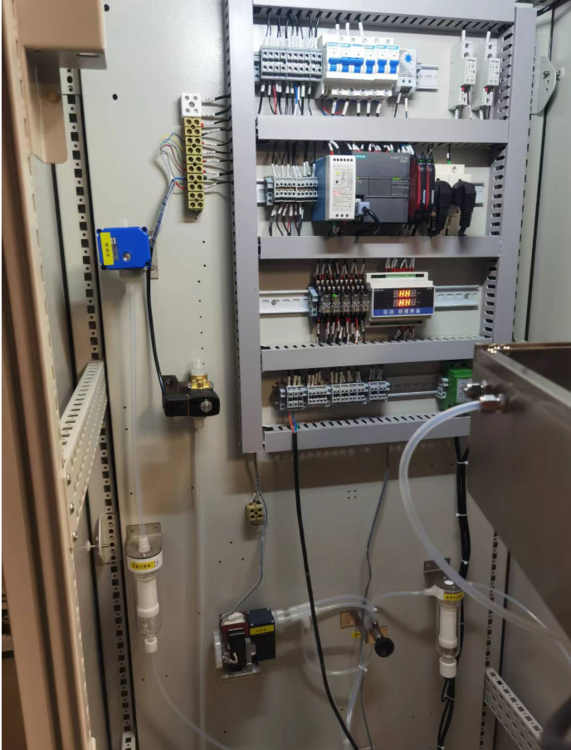
煤粉工业锅炉系统煤粉仓安全防爆设计可采用浓相操作、封闭、惰性气体保护、防静电接地、泄爆等措施,以保障煤粉仓的安全运行。卓宇佳创的煤粉制备浓度监测系统,它的结构主要包括仪表柜,反吹箱和取样探头。在仪表柜内隔膜抽气泵的工作下,工艺管道中的烟气被分离,一部分样气进入取样探头,经由取样管道进入仪表柜内。在气水过滤装置中除去样气中的水份和微小尘粒子。在抽气泵的带动下,样气进入气体干燥器中进行冷凝脱水,进一步除去样气中的水份。冷凝水经由蠕动泵排出,样气由抽气泵出口再经过三通手动阀、转子流量计进入分析仪表中进行分析。
技术参数
特的传感器设计,恒温控制,响应快,线性好,稳定性高
触摸屏操作(零点、满度、线性校准、参数设置等),操作灵活方便
重要工作电源自诊断功能
仪器部件单元化,维护、检修方便
报警输出(上、下限极值报警)
铸铝合金机箱
部件单元化,维护、检修方便
主要技术性能
零点漂移:≤±1%FS/7d
量程漂移:≤±1%FS/7d
测量范围:0~1000ppm
线性误差:≤±1%FS
重复性误差:Cv≤±0.5%
输出波动:≤±1%FS
响应时间: T90≤10s
输出信号: 4~20mA 500Ω
系统的滞后时间:T90≦12S
样气温度:≦700℃
样气含尘量:≦1000g/Nm3
环境温度:5~45℃
环境压力:70~160kPa(海拔低于2000m)
相对湿度:不大于85%(年平均)
电源:220±22VAC;50±0.5Hz
安装位置
煤粉仓/收尘器
用途
煤粉仓/收尘器一氧化碳在线分析
一般而言,煤磨机气体发生燃爆的主要原因为煤磨机出口温度过高,而发生燃爆的物质除了煤粉之外,还包括可燃易爆气体氢气、甲烷和一氧化碳等。在现场安装使用煤磨机厂房气体检测报警仪器主要就是为了能够实现连续实时在线监测煤磨机泄漏积聚的可燃易爆气体,防止其发生爆炸事故。
中速磨煤机入口氧含量要低于6%,出口一氧化碳不能800,这是为了安全考虑。
中速磨煤机中,煤炭是属于可燃性物质,在高速粉碎的情况下,产生大量粉尘,同时产生大量的热量,粉碎机和煤炭碰撞,也会产生大量的火花。如果磨煤机不控制氧含量,很容易发生粉尘爆炸,从而导致生产事故。因此控制磨煤机入口氧含量低于6%,低于煤炭燃烧的氧指数,即可确保磨煤机中产生的火花不会引起煤粉尘的爆炸,从而确保生产安全。控制一氧化碳的含量也是同样的道理,一氧化碳含量过高,说明煤炭已经和氧发生少量反应,此时磨煤机内温度过高,需要冷却降温后,再重新启动,避免出现事故。
磨煤机内部CO气体的分布是均匀的,而温度的分布是不均匀的,CO气体的浓度变化比温度更能真实、全面反应磨煤机内部的燃烧情况。事实上CO气体浓度的增加往往发生在可视烟火前的1.5h左右,因此在局部温度开始发生明显变化之前,磨煤机的CO气体浓度监测是防止磨煤机着火或爆炸的有效手段。
《DLT5203-2005火力发电厂煤和制粉系统防爆设计技术规程》要求:燃烧爆炸感度和挥发分较高的烟煤和褐煤采用中速磨或双进双出磨煤机直吹式制粉系统时,宜设置磨煤机CO气体浓度监测设备——CO气体分析仪。
同时,由于磨煤机出口烟气成分复杂,除了SO2、NOx、CO、CO2、O2等气体成分外,还含有大量的水分与粉尘,水分对CO浓度的测量结果有影响,且烟气粉尘颗粒较大,极易堆积堵塞管路,致使CO分析仪器不能正常工作甚至故障,因此,在进行样气浓度测量前,需对取样烟气进行除尘、脱水预处理,磨煤机出口CO浓度监测的连续性与可靠性。
煤磨利用窑尾烟气作为烘干介质,立磨入口温度一般在150℃左右,出口烟气温度露点温度15~30℃,一般控制在75℃左右。煤磨出口烟气温度均在着火或自燃温度范围外(煤粉的着火温度:500~530℃,自燃温度:140~350℃)。
2着火原因分析
2.1火源
除尘滤袋材质如果不防水、不防静电、不抗结露,会因原煤含水分偏高,出磨煤粉水分在3%左右,造成滤袋“板结”破损;除尘器内煤粉不能正常排空致使煤粉积聚,滤袋外表面煤粉附着严重而且存留时间长,当滤袋表面积聚的静电荷较多而不能释放时易产生静电火花,同时袋除尘器内温度过高,这时如有一定的氧气存在,就会使滞留的煤粉自燃。
2.2氧气
煤磨系统采用的窑尾废气,含氧量可控制在12%以下。但在生产过程中还存在以下问题:
1)系统风量调整不好,如果除尘器排风机拉风不够或者除尘器管道积灰较多造成废气排放系统不畅,而通过煤磨热风机鼓入的窑尾废气不断地进入煤磨和除尘器内,系统明显出现压力不平衡,并造成煤磨和除尘器内部正压,这样,进入除尘器内部空气在不断地增加,使得含氧量也在不断地增加。
2)袋除尘器使用的喷吹气源,为高压压缩空气,当除尘器内出现火源时,它便能加速煤粉的燃烧,使火势迅速扩大。2.3 CO 气体
当时该除尘器在线气体分析仪检测的其内部 CO气体浓度没有超限,没能及时发出报警信息,误导了中控操作员的操作。
2.4 工艺操作
岗位人员发现袋除尘器卸灰一室分格轮跳停并发现有冒烟现象,说明滤袋已燃烧,这时中控操作员未果断采取关闭除尘器入口阀、提升阀、喷吹系统以及停止排风机等措施, 使燃烧火焰进入其它各室,造成收尘滤袋全部烧损。
3 处理及措施
3.1 改进工艺设备及参数
1)做好对在线气体分析仪的日常维护,定期进行校验,各气体成分分析结果的准确性,为工艺控制提供有效参考数据。
2)针对煤粉制备系统的防燃、防爆要求 ,配备高灵敏度的温度预警装置和 CO2自动灭火装置,将目前灭火器控制方式由手动操作改为自动喷出方式,提高可靠性,降低事故发生的几率。 CO2自动灭火装置由固定的 CO2供给源,通过与之相连的带喷嘴的固定管道,在气体分析仪检测 CO 浓度到达爆炸极限或除尘器内部温度煤粉燃点值时,迅速向除尘器内部释放 CO2灭火剂,以达到防止煤粉燃烧爆炸的目的。
3)严格控制滤袋的产品质量,将其全部更换成抗静电、防水、抗结露的滤袋。
4)为减少煤粉在灰斗壁上的沉积,通过修改西门子 PLC 程序,适当缩短滤袋喷吹间隔时间,防止滤袋煤磨袋除尘器着火原因分析及处理煤粉积聚而“板结”。
3.2 改进工艺操作
1) 根据实际情况 , 控制出磨煤粉水分在 0.5%~1.5%之间,增大磨机系统通风量,降低出磨气体的湿含量, 将磨机出口温度由原来的 75~80℃调整为65~70℃,使入煤粉仓的煤粉温度在 60℃以下。
2) 完善煤磨操作规程, 在停磨更换滤袋或进入除尘器内部检修前, 停机时则先停煤磨工艺系统设备,保持除尘器和排风机继续运行一段时间,再停排风机。 停排风机后再经过一段时间,将除尘器滤袋上的积灰清除干净,同时将灰斗内的积灰排净,才能关停除尘器, 以防止停机后积灰积聚在滤袋和灰斗内,产生煤粉堆积自然爆炸的危险。除尘器下部的煤粉输送设备也应充分排空。











