设备主要技术参数:
激光器
半导体/光纤激光器
激光功率
6000-12000W
激光波长
900-1100nm
聚焦光斑
圆形光斑、方形光斑
送粉方式
同轴负压气载式送粉
卡盘直径
500mm
夹持长度
3000mm
卡盘与尾座之间载重
>2T
主轴转速
0-100r/min
控制方式
工控机+3轴控制系统
冷却方式
智能双温双控,20-40℃

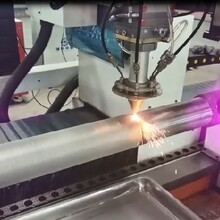
激光熔覆的主要特点
激光的特点是具有高亮度、高方向性、高单色性的相干光束,所以激光熔覆层具有以下质量优势:
1、激光能量密度高。从合金粉末熔化到熔覆层形成,耗时很短。激光熔覆与喷涂、堆焊、刷镀等再制造技术相比,激光熔覆层的质量密度高,稀释率低,组织致密、细小,性能,与基体呈冶金结合。
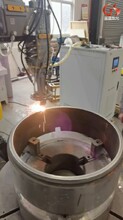
2、激光的方向性好,熔覆层位置精度可以到毫米以内。激光熔覆与喷涂、堆焊、刷镀等再制造技术相比,熔覆层位置精度、尺寸精度高,是3D打印工件的技术。
3、激光是高单色性光束,具有良好的直线性,不但可以进行凹坑填补,还可以进入盲孔熔覆。喷涂、堆焊、刷镀等再制造技术都不能对凹坑或盲孔进行有效填补。
4 、激光熔覆与喷涂、堆焊、刷镀等再制造技术相比,过程无噪音、无粉尘污染,不需要穿戴防护服,更不需要在密封空间进行生产,生产环境友好。
5、激光熔覆过程不产生废气、废水、固体废料,是一种绿色生产工艺。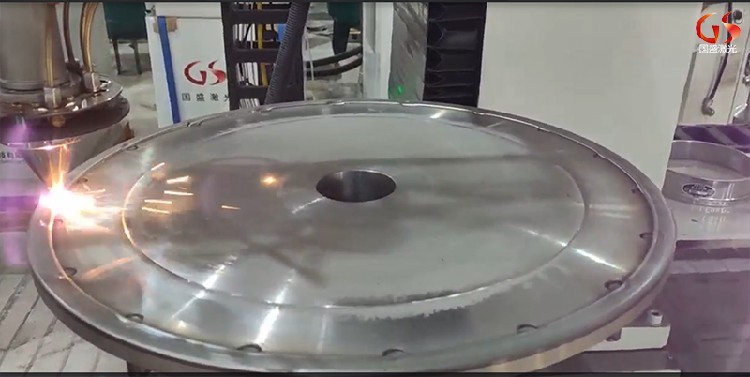
激光熔覆技术的安全生产主要事项
1、严格按照激光机的操作规格,检测水、电、气是否正常,粉末是否干燥。
2、按照工艺要求检测工件安装是否牢固。对于熔覆时间较长的工件,随时检查工件是否有脱落危险。
3、认真检查负压式送粉器及输送粉末管路是否有漏气。泄压孔严禁朝操作者方向。
4、由于激光是不可见光,激光熔覆过程严禁将身体任何部位、任何物品处于光头与被处理工件之间。
5、光熔覆过程,随着激光熔覆的部位不同,熔覆层厚度不同,激光反射的区域不同,注意激光可能的反射路径是否会伤人或损伤设备。
6、严格按照激光熔覆的操作规程进行工件处理。