施工步骤
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。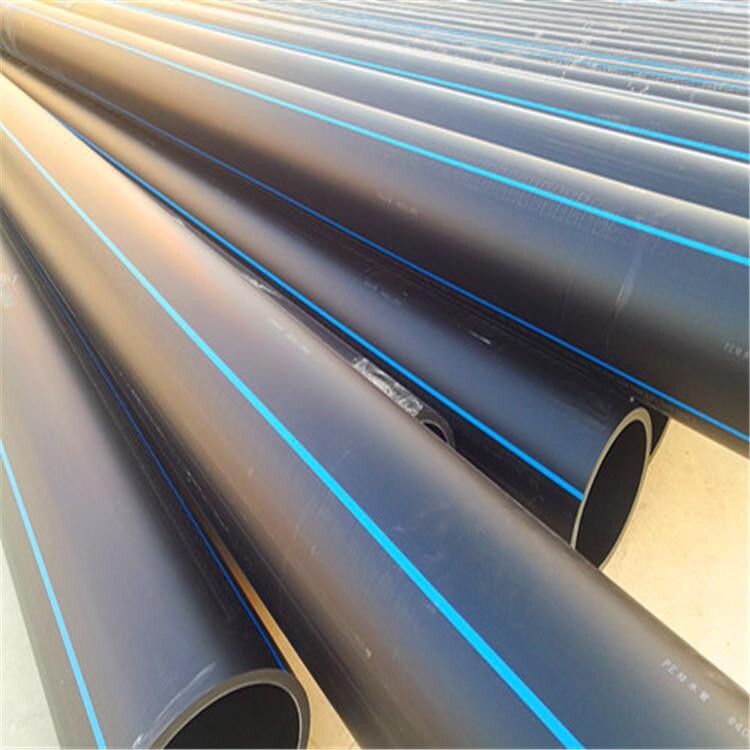
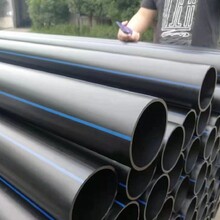
PE给水管是以聚乙烯为原料经塑料挤出机一次挤塑成型,运用于城镇给水管网、浇灌饮用水工程项目,生活垃圾处理场,集污管道工程及农业喷灌设备工程项目的塑料管材。因为PE管道选用热熔、电热熔连接,完成了插口于管材的集成化,并合理抵御内压力造成的环向应力及轴向的抗冲应力,并且PE给水管不加上重金属盐稳定剂,材料不含毒性,不积垢、不滋长病菌,防止了饮用水的二次环境污染。
PE给水管实际上是一类用以城区浇灌的一类喷灌设备工程,这类水管它能够具备具备的非常好实际效果,但是它不是能够在水温高过四十摄氏度的情况下非常好的,那样的状况是特别不太好的,并且它在生产制造的全过程中不是加上一切的重金属的,是不容易对水资源导致二次环境污染的。