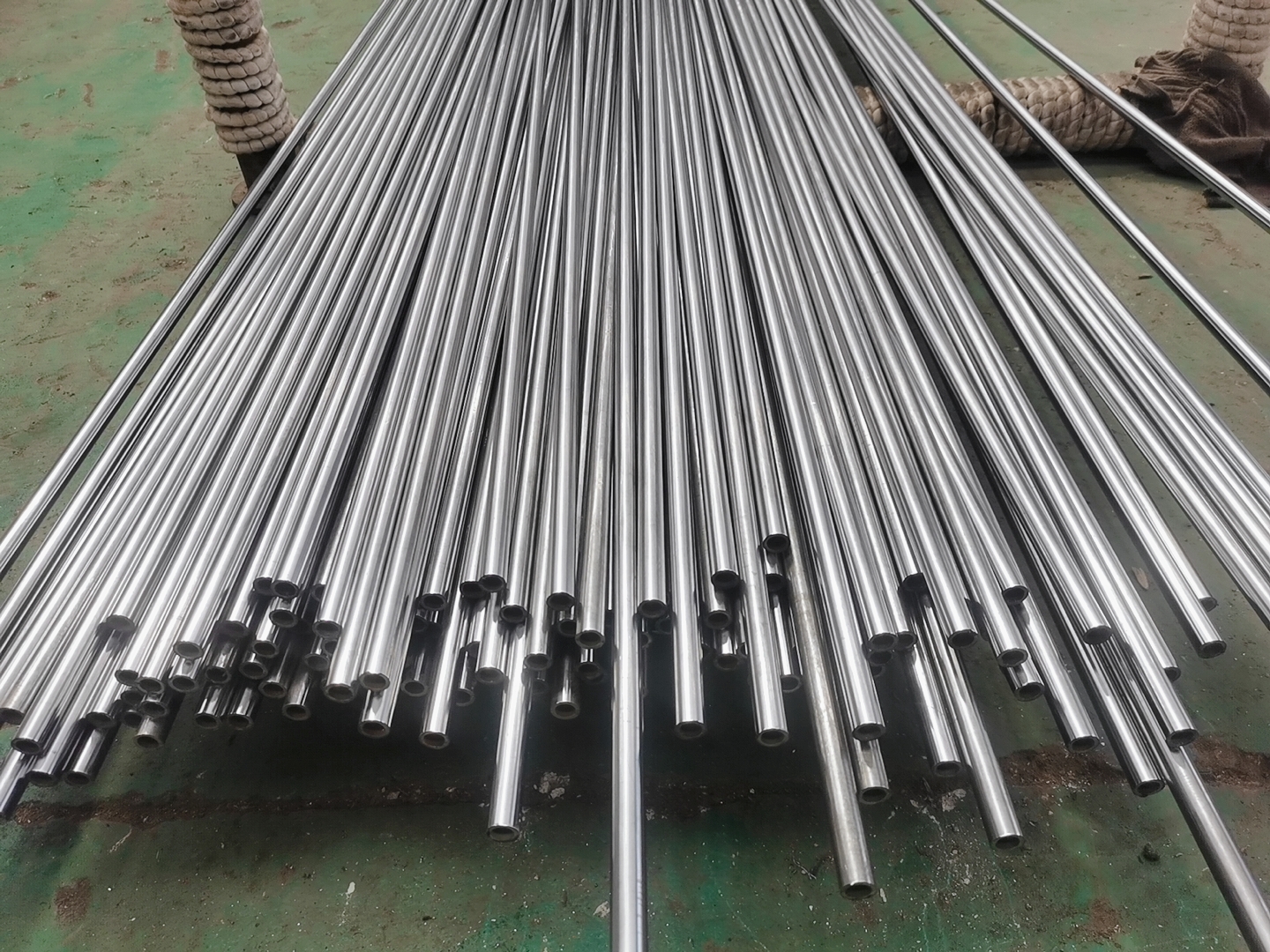
高精密光亮无缝管 185x7薄壁精密管下料切割
山东世茂金属制品有限公司是山东聊城地区较早生产精密钢管和异型钢管的厂家,经营各种规格的精密钢管、精密无缝钢管、异形钢管、精密光亮管、冷拔无缝钢管、冷轧无缝钢管、热轧无缝钢管、毛细钢管、小口径焊管。生产产品的材质的有:10#、20#、35#、45#、20G、gcr15、Q345B/C/D/E、16mn、40Cr、20Cr、15Crmo、15CrMoG、1Cr5Mo等。生产的产品适用于直线运动轴承钢筋连接套筒、工程、煤矿、纺织、电力、锅炉、机械、等各个领域。
公司以良好的信誉、的产品、雄厚的实力、低廉的价格全国30多个省、市、自治区、直辖市,产品深受用户信赖。
精密钢管近年来,随着我国高压锅炉、电站、石油化工等行业的飞速发展,用户对厚壁管,特别是中、大口径(外径400mm~1000mm×25~80mm)无缝厚壁管特厚壁管的需求不断增加。尽管我国自2004年起一直是无缝钢管的生产、消费一大国,但上述规格的某些品种而言,目前国内生产很难满足市场需求,尤其是大口径、特厚壁无缝钢管缺口较大。国内仅电站、锅炉产业年需ASME标准各类大口径、特厚壁无缝钢管在12万吨左右,这当中有11万吨的缺口需要进口弥补。
大直径厚壁管的生产与一般结构钢管相比具有以下难点:周期长,投资大,生产工序多、工艺复杂,检测项目多、要求严格。目前生产方法主要有锻造镗孔、铸造成形、自由锻、卷制焊接成形法、电渣重熔法几种。

毛管质量:国外精密钢管的管坯,均采用双炼工艺。经过精炼的管坯,钢中杂质成分较少。而我国质优部分精管坯料,采用电葫芦和电渣的双炼工艺,但钢中夹杂物仍较多,给冷加工带来困难,致使成材率低。 国外精密钢管的毛管,全是挤压机供坯,钢中杂质成分较少。而我国只有部分精管坯料,采用电弧炉和电渣的双炼工艺,但钢中夹杂物仍较多,给冷加工带来困难,致使成材率低。工位精密钢管的毛管,全是挤压机供坯。挤压过程对金属基体的破坯作用小,挤压管的尺寸精度,内外表面质量均比辊式穿孔机提供的毛管质量好。在我国,用于钢管的挤压机仅有一台,并且工艺技术同国外比较,还有一些差距。因此,我国钢管厂家普通选用辊式穿孔机毛管。辊式穿孔机对其金属基体破坏作用较大,影响成品管材质量的提高。
在国外,挤压管经过1~2次冷加工后,便作为精密钢管的毛管,提供给厂家,加工成各种尺寸的精密钢管。毛管出厂前,都要按照有关标准进行表面检验和无损探伤,精密钢管厂家,在投料前还要进行复验,复验合格的毛管才可以转入线,各种规格的成品钢管。在我国,毛管厂和精管厂为同一家厂家。将默哀管转入精管线时,一般只进行尺寸公差和表面缺陷检查,不进行无损检验,将有缺陷的毛管转入精密钢管,因而成品质量较差。
冷轧变形工艺:钢管冷轧机是精密钢管 的关键设备。它的装配水平,直接决定成品钢管的质量水平。

薄壁精密管-高精密光亮无缝管GB/T222钢的化学分析用试样取样方法及成品化学成分允许偏差GB/T228金属材料室温拉伸试验方法GB/T212钢管的验收、包装、标志及质量证明书GB/T4336碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T7735钢管涡流探伤检验方法3尺寸、外形及重量3.1钢管的外径和壁厚符合表1的规定。根据需方要求,经供需双方商定,可供应表1以外规格的钢管。表1mm外径da壁厚S42.5.、6.、6.542.45.5.6.、6.6.85.5.5.66.554.6.7.6.37.7.8.63.57.173.4.6.8.9.、9.1.76.6.88.94.5.、8.1.89.4.5.、6.、9.、1.18.4.7.1127.4.53.2钢管外径和壁厚的允许偏差应符合表2的规定。











