挤塑板生产设备由两组挤出机串联而成,主要设备有喂料系统;75平行双螺杆挤出机;换网器;150挤出机;发泡剂高压注入系统;模具;定型牵引机组;输送架;边条切割机;长度切割锯组成。辅助设备还有挤塑板表面拉毛机;回收造粒机;边缘成型机;开槽机;自动包装机等。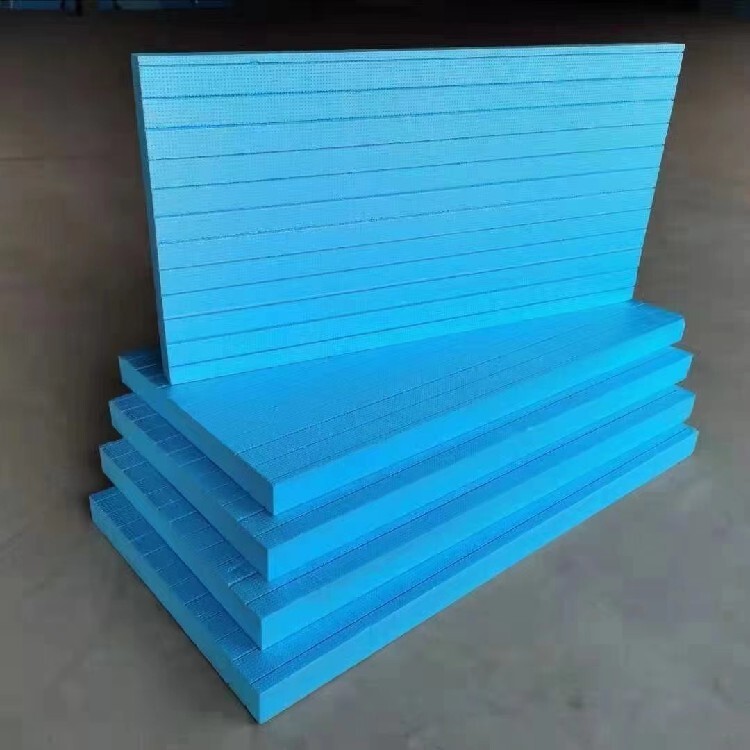
安装固定件:
1)固定件在挤塑板粘贴8小时后开始安装,并在其后24小时内完成。按设计要求的位置用冲击钻钻孔,孔径10,钻入基层墙体深度约为60,固定件锚入基层墙体的深度约为50,以确保牢固可靠。
2)固定件个数按设计说明要求设置。
3)自攻螺丝应挤紧并将工程塑料膨胀钉帽与挤塑板表面齐整或略拧入一些,确保膨胀钉尾部回拧,使其与基层墙体充分锚固。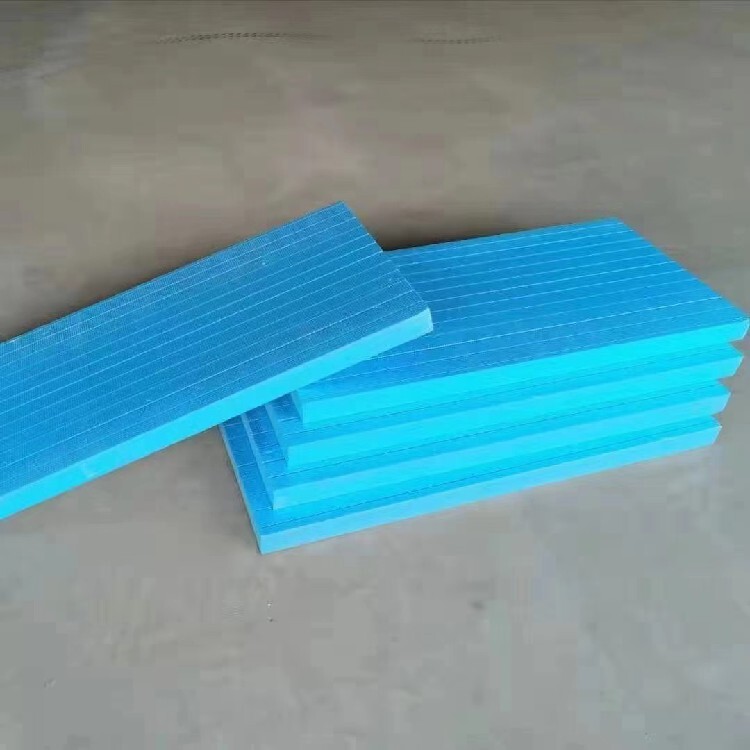
修补孔洞:
1)当脚手架拆除后,应及时对孔洞进行修补。对墙体孔洞用相同的基层墙体材料进行填补,并用1:3水泥砂浆抹平。
2)根据孔洞尺寸切割挤塑板并打磨其边缘部分,使之能严密封填于孔洞处。并在挤塑板两面刷界面剂一道。
3)待孔洞水泥砂浆凝固后,将挤塑板背面涂10厚的粘结剂,将挤塑板塞入洞中,注意不要在四周边沿涂粘结剂。
4)裁剪面积能覆盖整个修补区域大小的网格布,并与周边网格布搭接80。
5)涂抹底层聚合物砂浆,埋入修补用的网格布,待表面不沾手时,再涂面层聚合物砂浆,厚度应与周边一致。