
执行标准为:
【1】结构用无缝管(GB/T 8162-2018)
【2】流体输送用无缝钢管(GB/T 8163-2018)
【3】低中压锅炉用无缝钢管(GB/T 3087-2022)
【4】高压锅炉用无缝钢管(GB/T5310-2017)
【5】化肥设备用高压无缝钢管(GB/T6479-2013)
【6】石油裂化用无缝钢管(GB9948-2013)
【7】地质钻探用钢管(YB235-70)
【8】金刚石岩芯钻探用无缝钢管(GB/T3423-82)
【9】石油钻探管(YB528-65)
【10】船舶用碳钢无缝钢管(GB/T5213-85)
【11】汽车半轴套管用无缝钢管(GB/T3088-82)
【12】柴油机用高压油管(GB/T3093-2002)
【13】液压和气动缸筒用精密内径无缝钢管(GB/T8713-88)
【14】冷拔或冷轧精密无缝钢管(GB/T3639-2000)
【15】结构用不锈钢无缝钢管(GB/T14975-2002)
【16】流体输送用不锈钢无缝钢管(GB/T14976-2002)
【17】低温管道用无缝钢管(GB/T18984-2003)。
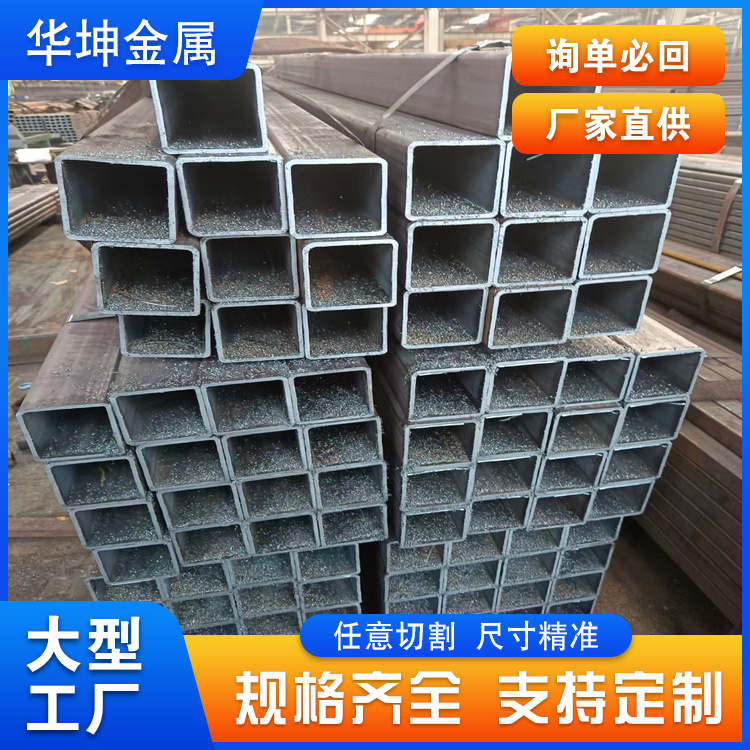
76x76x4 20#无缝方管同等质量Q690方矩管厂家直缝高频焊接镀锌管的生产工艺流程直缝焊接镀锌管是通过高频焊接机组将一定的规格的长条形钢带卷成圆管状并将直缝焊接而成镀锌管。镀锌管的形状可以是圆形的,也可以是方形或异形的,它取决于焊后的定径轧制。焊接镀锌管的材料主要是低碳钢及σs≤300N/mmσs≤500N/mm2的低合金钢或其他钢材。Q345B镀锌方管高频焊接的生产工艺流程如下
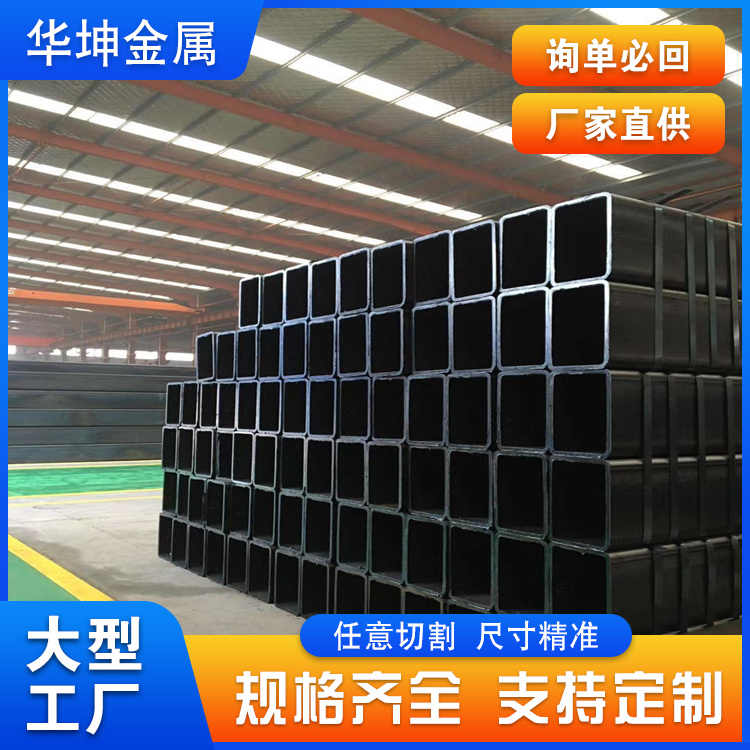
矩形方管的咬口连接应采用进口自动咬合器进行咬合工艺。矩形方管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。矩形方管的连接法兰应采用连板法兰及插接法兰连接工艺,方管大边边长小于或等于2000mm时应采用共板法兰连接形式,方管大边边长大于2000mm和小于等于2500mm时应采用插接法兰连接形式,矩形方管应机械压制加强筋,其加强筋间距为300mm左右。