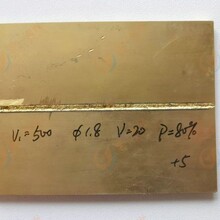
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
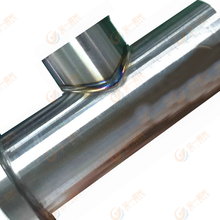
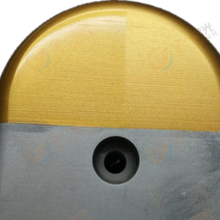
传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。