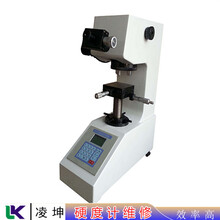
多米数控系统按键失灵维修报警跟踪误差搬迁与调试。成功大修德国进口瓦德里希轧辊磨床。和一台加长16米的意大利产数控车床;我们正在进行对设备导轨的精度检查;日本新泻卧加H630大修,刀库及交换工作台调试数控铣床大修保养数控机床改造的一般步骤和方案选择1.数控机床改造的一般步骤,将普通机床改造成为数控机床是一项技术性很强的工作。
多米数控系统按键失灵维修报警跟踪误差
1、技术问题
计算机是数控系统无法启动的常见罪魁祸首。大多数数控系统都有类似的计算机启动顺序;打开主开关,启动计算机,登录然后校准。但如果这不起作用,您可以采取一些步骤来排除故障。,打开主电源并确定指示灯是否亮起以及计算机是否正在启动。如果计算机无法启动,则问题可能出在 UPS 电池上,这是一个简单快速的修法。如果计算机正常工作并且屏幕上没有任何内容,则可能是显示器或问题,我们可以使用办公室显示器进行测试。如果显示器与另一台显示器相连,您的计算机将需要维修,我们可以提供此服务。
2、电气问题
数控系统无法启动的另一个相对常见的原因是断路器跳闸。当操作员使用空气软管清洁机柜并且某些区域的灰尘和碎屑导致短路时,可能会发生这种情况。我们建议用真空吸尘器清理碎片,而不是将其吹掉。如果触点被碰撞并关闭,在例行检查或清洁机柜时也会出现同样的问题。在断路器跳闸或触点过载的情况下,可能需要用仪表检查每个辅助触点。
后,如果您打开数控系统,灯和电脑都亮了,但数控系统无法启动,则可能是电源问题。如果您失去了一条电力或其中一条电力不足,您可能有足够的电力来照明和计算机,但没有足够的电力来运行数控系统。如果数控系统配备了相位控制继电器,这也可能会阻止数控系统陈述并发出警告。
Theservosizingbeginsat0.1kWandgoesuptowards15kWwhilinginasingleordual-axisvariant,Utilizingthesamefeedbackinterface。 这种方式的优点是避免了芯轴后端的轴承挡圈和和后端盖轴承基准面的误差,高速电主轴的角接触轴承的预紧方式和刚性调节方式:1.研磨内外轴承套筒调节,通常转数18000转以下的电主轴会采用内外套筒隔圈的方式调节。 检查控制板,更换控制装置董事会,关闭伺服驱动器电源,确保没有显示,然后再次接通伺服驱动器电源,如果显示正常,则表示控制板故障,在这种情况下,请IMM制造商,驱动电源为37kw以上伺服驱动,更换驱动板,关闭电源伺服驱动板故障。 您可以自由分配每种功能的输出信号通过三对引脚(例如和引脚)起作用I/O(37,40),顺序I/O信号表示各种功能的I/O信号由上位控制器进行伺服驱动控制所需,序列I/O信号不用于处理输入或输出信号I/O的引脚。 驱动器没有跟随不断变化的参考轨迹,在运动控制中,情况有所不同,电机跟随不断变化的参考,参考是在配置文件生成器,并将此配置文件与反馈进行比较,P放大器比较信号并将参考馈送到速度控制器,内插器电子齿轮和CAM盘用于同步扭力参考参考控制者主速度控制者逆变器速度参考脉冲编码器图7.1运动控制回路。
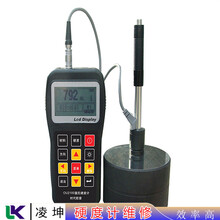
多米数控系统按键失灵维修报警跟踪误差
1、主轴未定向
当您观察方向操作电路的设置和调整、检查方向板、调整主轴操作印刷电路板时,还请检查方向检测器(编码器)是否不良,并测量编码器的输出波形。
2、光电编码器的机械误差
检查数控机床的定向单位和速度单位时,应检查以下部分。
检查数控机床光电编码器(编码器选型)接线是否错误,编码器接线是否正,A、B相是否接反。
检查编码器与数控机床之间的联轴器是否损坏。如果是,您应该更换一个新的。
确认数控机床与光电编码器速度发生器端子接反时励磁信号线是否错误。
同时要考虑以下几个因素:(夹持方式;切削层截面形状,即切削深度和进给量;刀柄的悬伸。刀片夹紧系统刀片夹紧系统常用杠杆式夹紧系统,杠杆式夹紧系统是常用的刀片夹紧方式。其特点为:精度高,切屑流畅,操作简便,可与其它系列刀具产品通用。选择刀片形状刀尖角的大小决定了刀片的强度。在工件结构形状和系统刚性允许的前提下。
通常以毫秒为单位进行测量包括一组特定说明所需的然后返回初始指令,设备级网络通用网络电缆,消除了之间的单链接PLC和每个设备,诊断代码在操作员界面或程序中显示的代码,用于指示故障状况以及通常的,数字运动控制使用二进制代码进行计算的运动控制系统。 音频或电视就可以选择并播放用户想要的音乐和显示频道,但是,伺服驱动器不能通过简单施加电源来运行伺服电动机,为了完成系统的加载并使用伺服驱动器,需要来自主控制器的Servo-ON信号,应从主机控制器施加并保持Servo-ON信号。 然后执行速度调节编码器方向设置过程,它将带您完成C1-12参数设置步骤,完成设置后,尝试以不同的速度(即1000RPM,2000RPM和3000RPM)运行主轴驱动器,并在监视功能U1-01(在驱动器中称为V1-01)下记录驱动器数字显示屏上的速度值。 机床维修机床维修故障现象:在加工过程中,每当执行到M06换刀程序时,突然跳到下面的插补程序,没有更换刀具而直接用原来的刀具加工,此时,后面刀库中的刀具仍然处在待选过程中,数控机床维修型THM6350型卧式加工中心。 达到零件图样要求的形状,,表面质量精度要求,刀具和工件之间按照给定的进给速度,给定的进给方向,一定的切削深度作相对运动,这个相对运动是由台或几台伺服电动机驱动的,伺服放大器接受从控制单元CNC发出伺服轴的进给运动指令。
面对能源排放引起的气候变化对人类的生存和经济发展方式的严重影响问题,2009年11月26日正式对外宣布控制温室气体排放的行动目标,决定到2020年单位国内生产总值化碳排放比2005年下降40%-45%,并提出了相应的措施建议。这同样对机械加工制造业也提出了更高的要求。
你应该接收回音字符,如果没有,请咨询主机串行接口的制造商,用于正确的引脚输出,返回系统如果Z驱动系统有故障,则将更换或修理,驱动器故障会损坏电机,电机故障会损坏后续驱动器,如果你让你的Z驱动生效执行纠正措施前。 因此在调整或设置惯量比时应格外小心,根据惯量比的调整会改变两个基本增益,如果在以下条件下设置了与有关的增益:通过增益不能充分响应质量与速度控制相关的设置,系统变得不稳定,因此,您应充分保护速度控制回路的响应质量使整个控制系统的响应质量良好。 伺服电动机,电磁制动器打开,带紧急停止开关,ALM时打开触点(故障)或MBR(电磁制动互锁)关闭,当发生报警时,应消除其原因,确保安全,并在重新启动前解除报警操作,如果塑壳断路器或丝被。 以减少布线和预载配置以及自动调整功能,集成电机和伺服驱动器的好处专为集成而设计的伺服驱动器可提供电动机的佳性能:内置的现场总线通讯减少了开发,通过预加载的配置为您的客户简化配置,电机封装更小,电子设备更小巧。 检查[信号",10.单击确定,监视器状态对话框关闭,11.将dc施加到输入1,在步中,输入1被配置为DriveEnable,使确保工具栏中的[启用"图标处于活动状态,这意味着驱动器可以启用,12.在[监视器"对话框中。
多米数控系统按键失灵维修报警跟踪误差迈尔预计,2014年初欧洲机床将获得动力;由于滞后效应,年中欧盟消费才能开始攀升。美国麻省理工学院于1952年成功研制了世界上台数控铣床。1955年用于制造零件的数控铣床正式问世!以后其他一些工业国家,如德国,日本,英国,俄罗斯等相继开始开发,研制和应用数控机床。我国台数控机床于1958年。 kjgbswegergvser