转炉钢是指用转炉炼钢法所炼制出来的钢。除分为酸性和碱性转炉炼钢外,还可分为底吹、侧吹、顶吹和空气吹炼、纯氧吹炼等转炉钢。它们常常混合使用,例如:贝氏炉钢为底吹酸性转炉钢,托马斯钢为底吹碱性转炉钢。我国现在大量生产的为侧吹酸性转炉钢和氧气顶吹转炉钢。氧气顶吹转炉钢具有生产速度快、质量高、成本低、投资少、基建快等一系列优点,是当代炼钢的主要方法。转炉钢的主要品种是普碳钢,氧气顶吹转炉亦生产碳素钢和合金钢。
工业锅炉受压元件的工作条件一般以受压、受热为主,燃烧室和高温区的固定件、炉排等以受热为主;钢结构、紧固件以承受载荷为主;燃烧室的炉墙、炉拱以受高温辐射为主。因此,锅炉用各部分的材料应按不同要求分别选用,主要包括低碳钢、低合金钢、耐热钢、不锈钢等。
(一)较高的强度
对于锅炉用钢,常以钢材的屈服极限和抗拉强度作为其强度设计的依据,为确保安全性能,同时考虑经济性,所用钢材有较高的屈服极限和抗拉强度。
(二)良好的韧性性能
只有在足够的韧性情况下,锅炉部件才能在承受外加载荷时不发生脆性破坏。材料的韧性通常以冲击韧性ak和仲长率8等来表示,对于板材其20℃时的伸长率8应不小于18%。对于碳素钢和碳锰钢室温时的夏比(“V”形缺口试样)冲击吸收功不低于27J。
对于锅炉用钢,还需考虑材料的时效冲击韧性,该指标往往能敏感地反映材料的冶金质量。一般要求时效后的冲击韧性下降值小于50%。
(三)较低的缺口敏感性
在锅炉的制造过程中,由于成型、开孔、焊接等工艺过程,往往会造成局部的应力集中,较低的缺口敏感性,有利于防止裂纹的产生。
(四)良好的加工工艺性能和焊接性能
锅炉用钢应充分注意锅炉的制造过程中冷热加工成型和焊接工艺过程对材料的影响,焊接热循环往往会降低热影响区的韧性和塑性,或产生各种焊接缺陷。因此,选用时应考虑材料的碳当量。为冷加工成型,还有良好的塑性。
(五)具有良好的低倍组织
钢材的分层、非金属夹杂物、气孔、疏松等冶金缺陷应严格控制,不允许有白点、裂纹等缺陷。
对于用以制造高温元件的钢材,除上述要求外,还应具备以下性能:
(一)具有足够的抗蠕变性能、高温持久强度;
(二)长期时效稳定性能(高温组织稳定性);
(三)高温抗氧化性能(耐热性);
(四)抗热疲劳性能。
有机热载体液相炉通过燃料在炉膛中燃烧放热或电加热使有机热载体从低温被加热到高温,依靠循环油泵将高温有机热载体输送到用热设备中释放热量,降温的有机热载体又流回锅炉再次被加热,循环往复,达到对外供热目的。
对于气相供热有机热载体炉,其工作原理是通过燃料在炉膛中燃烧放热,将有机热载体从低温加热到高温并气化,依靠气液二相比重差,在气体压力作用下,有机热载体蒸汽自动流向用热设备释放热量;放热后有机热载体因为降温冷凝又成液体状态,自动流回锅炉再次被加热,循环往复,达到对外供热目的。
目前,市场上供应的有机热载体炉有多种不同型式。一般讲,盘管式炉型油容量较小,系统循环中膨胀油槽体积可以较小,热介质升降温度快,容易调节供热温度,炉膛受热面热强度较均匀,制造成本低。但是炉子工作压力高,且遇上突然停电时会因有机热载体炉富裕热容量小而易超温。选用时应做好应急停电安全保护措施,炉子压力表应选用正确。对于大容量炉子,如果选用立式盘管,虽然占地面积较小,但是安装高度太高,增加安装难度,使用维护不便。另外,盘管式有机热载体炉适宜于燃油、燃气加热方式,对于燃煤加热装置较难匹配,尤其是大容量炉子。
如果选用燃煤有机热载体炉,尤其是较大容量的,一般宜选用管架式炉型,因为管架式炉型容易与燃煤装置相匹配,可以比盘管式降低炉型高度,方便安装与使用维护,燃烧传热效率。管架式炉型油容积也较小,系统循环中膨胀油槽可以较小,升降炉温也较容易。但是炉膛受热面布置不如盘管式炉型容易做到均匀。且受热面各点有机热载体流速不易均匀一致,设计不当的话有可能造成部分受热面管内介质流速过低和炉膛空气动力场死角,影响传热,预埋下安全隐患。
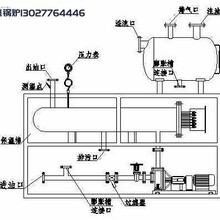
对于频繁停电地区而要求有机热载体炉供热温度较稳定的,可以选用锅壳式有机执裁体炉,因为锅壳式有机热载体炉由于介质容量较大而炉子热容量较大,炉子升降温度慢,运行供热比较稳定。遇上突然停电时一般不会因为炉膛余热而导致炉内油温急剧上升,加上届时还可以采取高位油槽放冷油置换炉内热油而控制炉内油温上升,设备安全经济运行。另外,也不会因为突然停电引起炉子供热油温迅速变化而影响生产工艺加热造成产品质量问题,使生产工艺中在得知突然停电消息时有相当的时间紧急处理调整生产安排,防止生产受影响而造成经济损失。但这种炉型因为锅筒置于炉膛高温区内,一旦绝热板损坏或跌落,锅筒直接受高温辐射,而锅筒底部介质流速却难以达到2m/s以上,极易发生过热鼓包,甚至开裂。锅内有机热载体用量较大,且易超温变质。
以导热油或联苯混合物等作为热载体的有机热载体炉,其热载体与水相比,其物理性质和化学性质上均有较大差别,如:有毒、易燃、渗透性强,同时有机热载体加热温度较高,出口温度一般都在260℃以上,具有低压高温的特性。因此,有机热载体炉在结构特性、制造工艺、安装、使用等方面与以水为介质的锅炉具有一些不同的要求。下面从安全的角度叙述有机热载体炉结构应做到的几点要求。
有机热载体在管内流动时会形成一个边界层。边界层的厚度直接影响边界层的介质的温度。边界层越厚,边界层温度越高,越易引起边界层超温,造成管壁过热和有机热载体的过早老化、失效。为防止有机热载体过热分解与积碳,避免有机热载体炉受热面管壁超温,受热面管中的有机热载体具有一定的流速。由于不同的受热面,其热负荷强度不同,故对有机热载体在管内的流速要求也不一样。一般情况下,辐射受热面管内流速应不低于2m/s,对流受热面管内流速应不低于1.5m/s。
卧式外燃锅壳式有机热载体炉曾由于锅筒底部直接受辐射,且锅筒内有机热载体流速过低等原因而发生锅筒底部过热、鼓包事故。因此,对这类炉型的锅筒采取可靠的绝热措施,以防止锅筒过热和有机热载体的老化。
为了减少流动阻力,有机热载体在自然循环的气相炉中具有一定的流速,在结构上,对于带锅筒的气相炉宜采用水管式,且下降管截面之和与上升管截面之和的比值、引出管截面之和与上升管截面之和的比值均不应低于40%,否则应进行流体动力计算。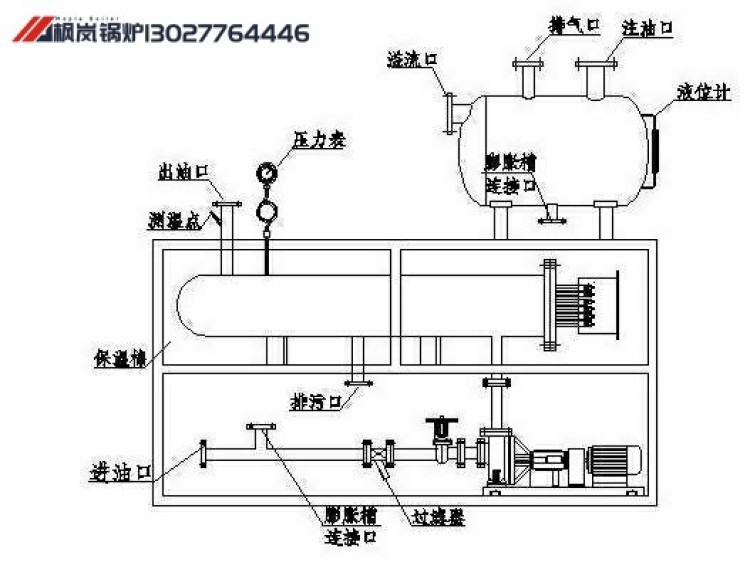
目前,对于以煤、油、气为燃料的有机热载体炉参数系列、产品型号的编制,在GB/T 17410-1998《有机热载体炉》中已做了规定,但电加热、燃生物质燃料(如木材、稻壳等)以及燃水煤浆等新型燃料的有机热载体炉的型号编制尚无统一规范和标准,生产厂家一般综合相关标准、规范内容自由编制。