螺旋管表面处理方法:
1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施;
2、工具除锈:要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度;
3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染;
4、喷(抛)射除锈:喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈要用于管子内外表处置,抛丸(砂)除锈要用于管子表面面处置。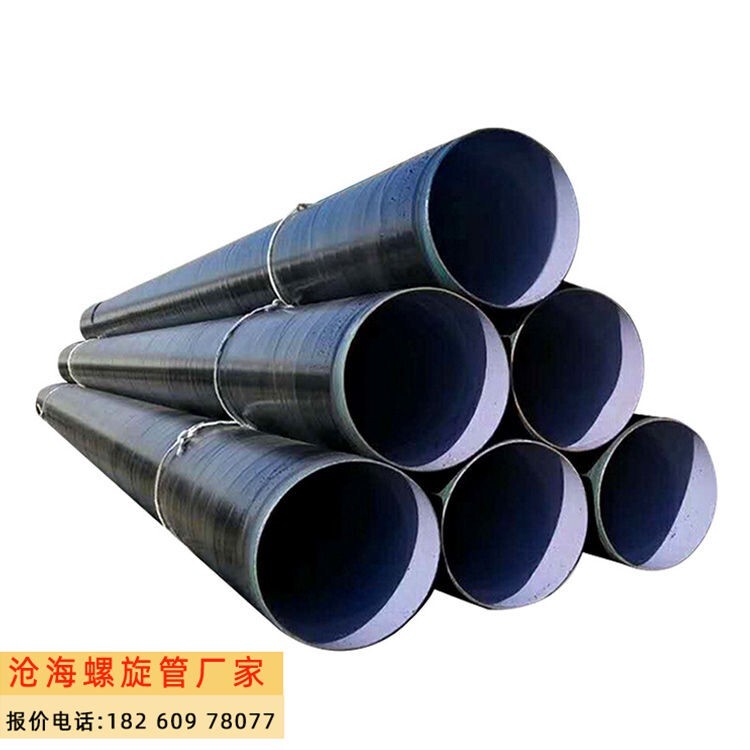
部标螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。螺旋管主要用于石油、天然气的输送管线,其规格用外径壁厚表示。螺旋管有单面焊的和双面焊的,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定。填海围堰用螺旋管的焊缝比直缝管长,如管长为L,则焊缝长度为L/cos(θ)。而钢管缺陷的绝大部分集中在焊缝及热影响区,焊缝长就意味着缺陷出现的概率大,这是长期制约螺旋焊管更加广泛应用的主要原因,也是长期以来争论不休的螺旋管与直缝管,特别是与UOE钢管相比谁更的问题。螺旋管制造技术发展到今天,我们应该全面地、正确地进行评价和比较,重新认识螺旋管焊缝较长的问题。,由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”。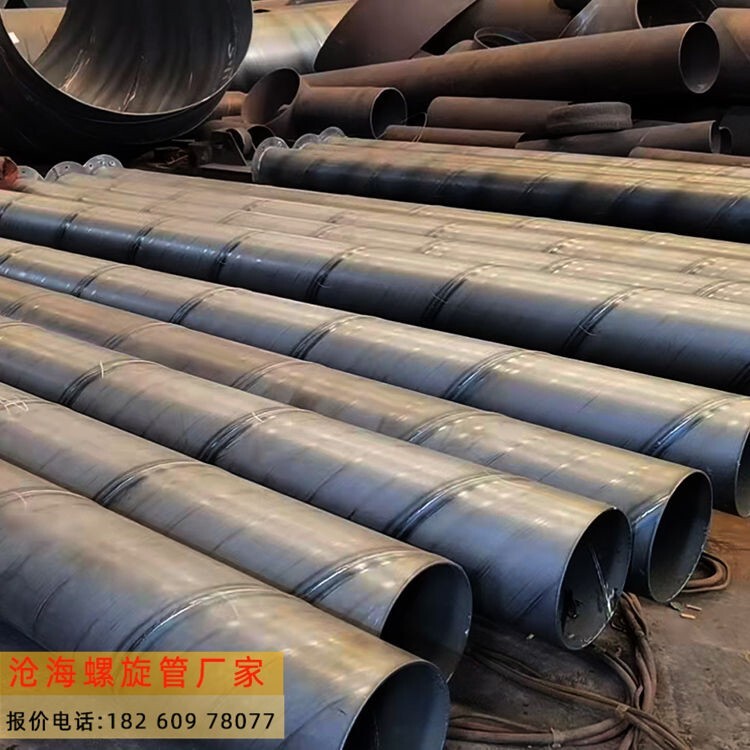
因此两种材料的组合属于目前防腐行业搭配。涂塑钢管行业由早是内外聚乙烯,由于聚乙烯与钢管基体附着力不好,后来发展到内外环氧,但是外环氧层不耐磕碰,后来发展到第三dai内环氧外聚乙烯,但是单层聚乙烯直接与钢管结合还是存在附着力问题,升级到现在的第四代防腐内热熔环氧外三层结构聚乙烯,简称TPEP防腐钢管。