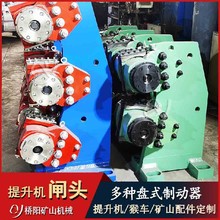
绞车闸瓦间隙的调整过程中应注意以下几点:
1、在调整绞车闸瓦间隙时,一副制动器的两个闸瓦应同时进行,防止制动盘单向受力,否则既影响制动效果,又会使制动盘出现凹陷不平现象。
2、在调试制动器过程中,若盘形闸的活塞、滑套、碟形弹簧组不灵活,有卡阻现象时进行处理,使其灵活可靠。此后若松闸时间超过0.3s时,可将盘式制动器的放气旋塞打开,进行放气即可缩短松闸时间。
3、在调整闸瓦与制盘间隙的过程中,间隙大小确定后,应反复升降液压站的油压,即松闸、制动,反复检查闸间隙大小,使闸间隙符合要求。
4、成对闸瓦与制动盘的间隙,应在制动盘不同的圆周部位上所测得的闸间隙的平均值的差值不得超过0.2mm,调整螺栓或调整螺栓拧紧程度应尽量一致,否则将影响制动力。
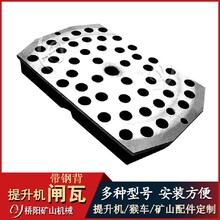
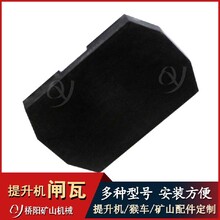
刹车片的使用周期跟摩擦材料的好坏有直接关系,一般由以下几种材料组成:
1.半金属摩擦材料,其材料配方通常包含约30%至50%的黑色金属(如钢纤维,还原铁粉,泡沫铁粉),半金属摩擦材料名称,它是一种非石棉材料,用于替代石棉。
2.粉末冶金摩擦材料,也称为烧结摩擦材料,是通过将铁基和铜基粉末材料混合,压制并在高温下烧结而制成的,它们适用于高温下的制动和传动过程条件,例如飞机、卡车和矿山中使用的重型工程机械的制动和传动。
3.碳纤维摩擦材料是各种类型的摩擦材料之一,碳纤维摩擦板每单位面积的吸收能力好,比重轻,它适用于绞车刹车片的生产,一般比较重要的矿山设备制动器中会使用这种材料。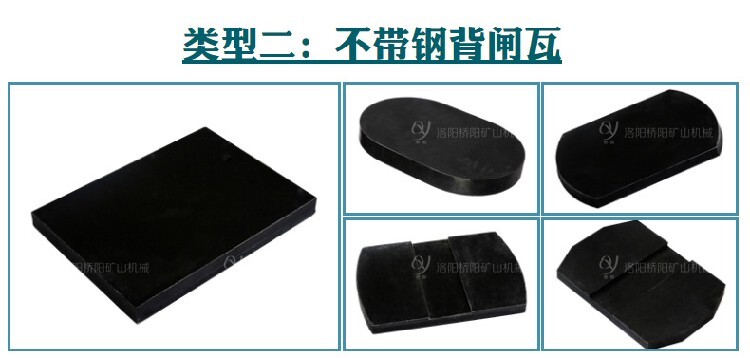
1、在安装或检修而拆装后调整绞车闸瓦间隙时,将调整螺栓向前拧入使其与闸盘贴合,这是为了避免切断柱塞上的密封圈而产生漏油现象。
2、然后分三级进行调整,即每一次冲入较大油压的1/3油压,此时由于碟形弹簧压缩使之后移。
3、随之将调整螺栓向前拧,推动与闸盘贴上,第二次冲入较大工作油压的2/3油压,第三次冲入较大工作油压调到间隙为1mm。
4、闸盘两侧每对盘形制动器的间隙应调整得相等,其偏差不应超过0.1mm,调整螺栓拧紧程度应尽量一致,否则将影响制动力。
5、调整绞车闸瓦间隙时要相应的调整返回弹簧,调整时以确保闸瓦能迅速返回为宜,弹簧预压力不易过大,以避免影响制动力矩,如返回弹簧全部压死可使制动力矩全部丧失。这里需注意液压缸后置式盘形制动器无此要求。
6、闸瓦与闸盘的接触面积大于60%,为确保接触面积以减少贴摩时间,并确保闸瓦与制动液压缸安装后垂直,应先将其取下,以衬板为基准刨削闸瓦,直到刨平,再装配到制动器上。