精选问答
精选问答

机床2024-06-28 23:54:08
线切割调伺服是指在数控线切割机床中,通过对伺服控制系统进行调节,实现对切割过程中工作台的位置和速度进行精确控制的一种技术。
线切割是一种常用的金属材料切割加工方式,通过在工件上进行高频电火花放电,将工件分离成所需形状的成品。在线切割过程中,工作台的位置和速度控制十分重要,直接影响切割精度和质量。而伺服控制系统则是实现工作台精确控制的关键技术。
伺服控制系统由伺服电机、编码器、运动控制器等组成。伺服电机负责驱动工作台进行运动,编码器用于实时检测工作台的位置和速度,并将反馈信息传递给运动控制器。运动控制器根据设定的切割参数,通过对伺服电机进行控制,调整电机转速和转向,从而实现对工作台运动的精确控制。
在线切割调伺服过程中,需要经过以下几个步骤:
1. 切割参数设定:根据工件要求,确定切割速度、位置、形状等参数。切割速度和位置的设定直接关系到切割速度与切割质量的平衡,形状参数设定决定了切割轨迹。
2. 伺服控制器调节:通过调节伺服控制器的参数,如增益、积分时间等,使其适应不同切割条件下的控制要求。伺服控制器的参数调节是实现切割精度和质量的关键。
3. 运动规划:根据切割参数和伺服调节结果,进行运动规划,确定工作台的运动路径和速度。运动规划应尽可能保证切割速度和质量的平衡,避免工作台运动过快或过慢,导致切割质量下降。
4. 实时监控和调节:在切割过程中,需要实时监控工作台的位置和运动状态,并根据反馈信息对伺服控制器进行实时调节,以保证切割精度和质量。通常采用闭环控制方式,通过比较目标位置和实际位置的差异,来实时调整伺服控制器的输出信号。
通过线切割调伺服技术,可以实现对工作台的位置和速度进行精确控制,提高切割精度和质量。同时,可以根据切割参数的设定和实时监控,调整伺服控制器的参数,适应不同切割条件和要求,提高生产效率和加工质量。

上海周边机床回收?
上海周边二手机床设备,上海周边如车床回收、上海周边铣床回收、上海周边牛头刨床回收、龙门刨床、卧式镗床、立式镗床、摇臂钻床、平面磨床、外圆磨床、立钻、冲床、油压机、剪板机
2025-03-07
HSK100刀柄存放架价格,机床刀柄架生产厂家?
刀具架主要具有以下特点:1、采用挂片结构,可配合BT、HSK系列标准刀具座或刀盘使用。2、多边成型的整体式侧板上有模数化的人字孔,可将刀具座挂板按水平或15、30倾斜放置,方便多种刀
2025-03-07
机床垫块_设备调整垫块_机床设备垫脚_铸铁机床垫铁_铸铁机床垫块_机床垫铁_润驰量具?
安装机床的地基平面可以是混凝土,也可以是木质的,要求平整结实。 安装时,旋出调节螺杆,将机床置于垫铁的负荷盘上,然后从上面旋入螺杆。 调整机床导轨水平,顺时针旋动时机床上
2025-03-06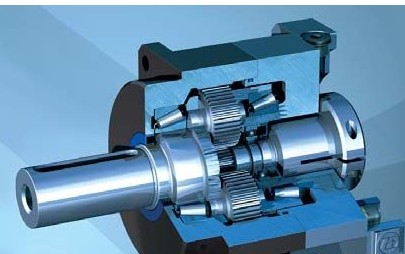
西安周边机床大修维修搬迁?
品质保证、服务专业,我们以全面的技术支持、快捷的供货通道、优惠的现货价格、完善的售后保障为平台,期待与您的真诚合作 我公司专业从事各类机床维修、维保及机床相关部件的经销
2025-03-06
供应张家港恩达泵业的机床冷却液下泵QLY2.4-32?
张家港市恩达泵业有限公司是张家港市工业锅炉给水泵厂改制而成,是生产不锈钢水泵的专业厂家,主要产品有JGGC锅炉给水泵,热水循环泵,空调泵,补水泵,增压泵。QLY机床冷却泵,液下泵
2025-03-06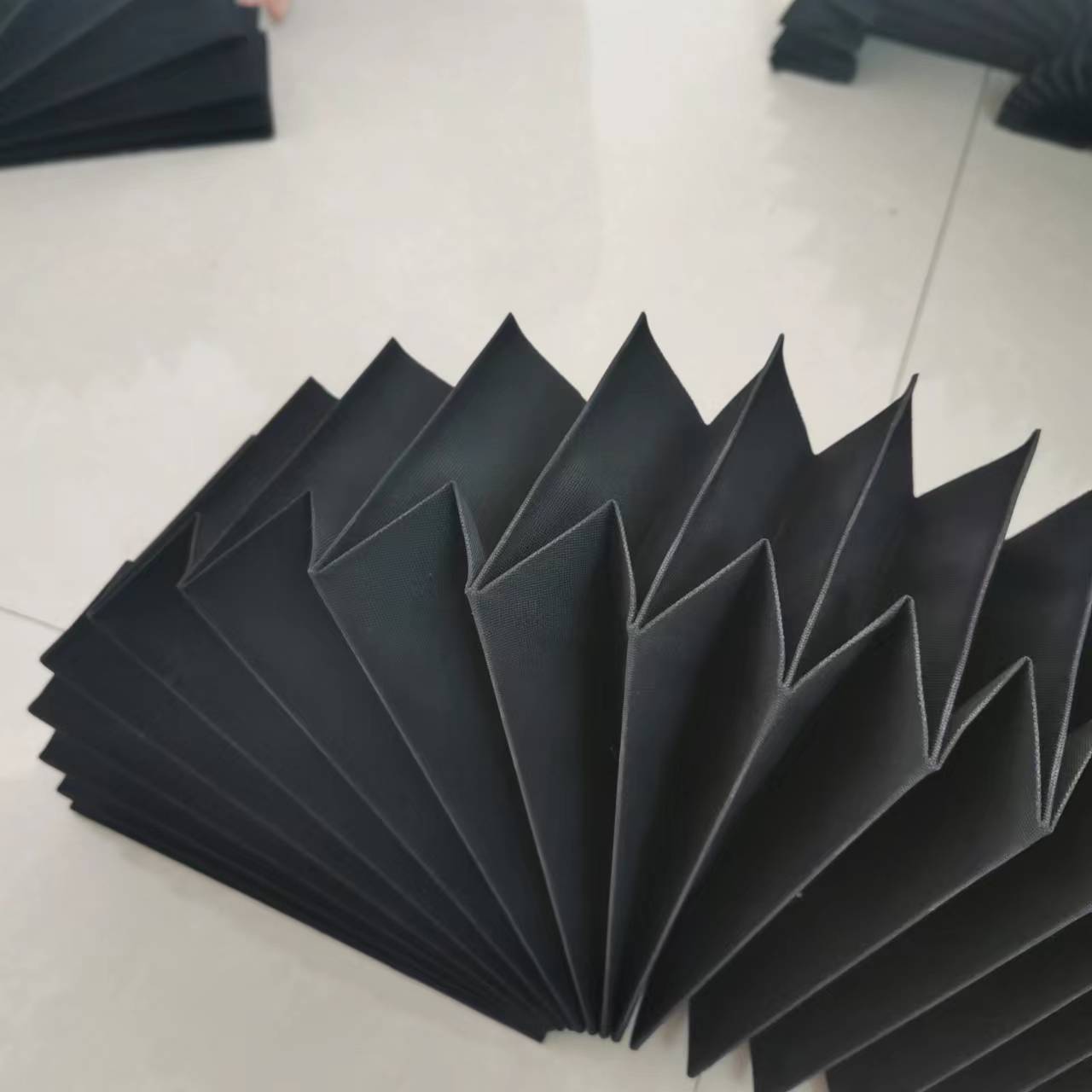
大族机床防尘罩迅镭4030防护罩天琪导轨防尘罩龙泰3015防尘罩?
河北沧州生产定做各种大族机床防尘罩迅镭4030防护罩天琪导轨防尘罩龙泰3015防尘罩,型号,欢迎咨询订购!风琴防护罩全称为柔性风琴式机床导轨防护罩,俗称皮老虎。是机床防护罩的一种。 风琴防护罩全称为柔性风琴式机床导轨防护罩,俗称皮老虎。是机床防护罩
2025-03-06问答索引 A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | . | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 更多
© 2023 黄页88版权所有 京ICP备2023012932号-1 │ 京公网安备 11010802023561号 京ICP证100626
本站内容系用户自行发布,其真实性、合法性由发布人负责,huangye88.com不提供任何保证,亦不承担任何法律责任。