





关键词 |
锅炉,锅炉厂家,锅炉生产厂家,锅炉价格 |
面向地区 |
品牌 |
泰安 |
|
锅炉用途 |
工业锅炉 |
安装方式 |
快装锅炉 |
出口压力 |
常压 |
加工定制 |
是 |
结构 |
三回程水火管式 |
结构形式 |
立式 |
燃料 |
燃气锅炉 |
燃烧方式 |
室燃炉 |
循环方式 |
辅助循环锅炉 |
样式 |
其它 |

投运前,让调节阀全开,介质流动一段时间后再纳入正常运行。外接冲刷法:对一些易沉淀、含有固体颗粒的介质采用普通阀调节时,经常在节流口、导向处堵塞,可在下阀盖底塞处外接冲刷气体和蒸汽。当阀产生堵塞或卡住时,打开外接的气体或蒸气阀门,即可在不动调节阀的情况下完成冲洗工作,使阀正常运行。安装管道过滤器法:对小口径的调节阀,尤其是超小流量调节阀,其节流间隙特小,介质中不能有一点点渣物。遇此情况堵塞,好在阀前管道上安装一个过滤器,以介质顺利通过。
随着我国国民经济迅速发展,人民生活水平不断提高,环保意识的不断增强,我国对燃料政策进行了调整,为改善大中型城市的环境污染和大气质量,
精度高的仪表基本误差为(.5%~1%)R,精度低的仪表则为(1.5%~2.5%)FS,两者价格相差1~2倍。因此测量精度要求不很高的场所(非贸易核算仅以控制为目的,只要求高可靠性和优良重复性的场所)选用仪表在经济上是不合算的。有些型号仪表声称有更高的度,基本误差仅(.2%~.3%)R,但有严格的安装要求和参比条件,环境温度2~22℃,前后直管段长度要求分别大于1D和3D(通常为5D和2D),甚至提出流量传感器要与前后直管组成一体在流量标准装置上作实流校准,以减少夹装影响。
开始鼓励公共企事业单位燃用油品或天然气,大大加快了燃气蒸汽锅炉的发展。随之购买燃气蒸汽锅炉的客户也越来越多。这不,前段时间就有客户咨询我们:燃气蒸汽锅炉运行成本、价格是多少。
燃气蒸汽锅炉的价格决定因素如下:
燃气锅炉配置决定价格;
价格决定层次和水平;
凭着对党的教育事业的忠诚和高涨的爱国热情,师生奋发图强,在人力、物力、财力都很困难的条件下,一批批我国自己培养的仪器仪表人才跨出校门,成为国民经济建设、建设、科学研究方面的中坚技术力量,作出了显着的成绩。十多年来,学术界、科技界、教育界的仪器仪表领域的老前辈们为仪器仪表的作用地位做了深入的研讨、深刻的分析和精辟的描述。着名科学家王大珩、杨家墀、金国藩等院士所高度概括并指出仪器仪表是信息产业的重要组成部分,是信息工业的源头,揭示了仪器仪表的学科本质和,指明了仪器仪表学科的发展方向,对学科的发展具有深远的指导意义,并为之奔走呼吁。
合理选择性价比;
燃气蒸汽锅炉的运行费用主要是燃料费用,其它的均占很小的一部分。根据用户的实际运行现场表明,2吨燃气锅炉一小时的燃料耗量是140立方米,天然气的平均价格是3元每立方米,2吨锅炉一小时的燃料费用是3*140=420元。
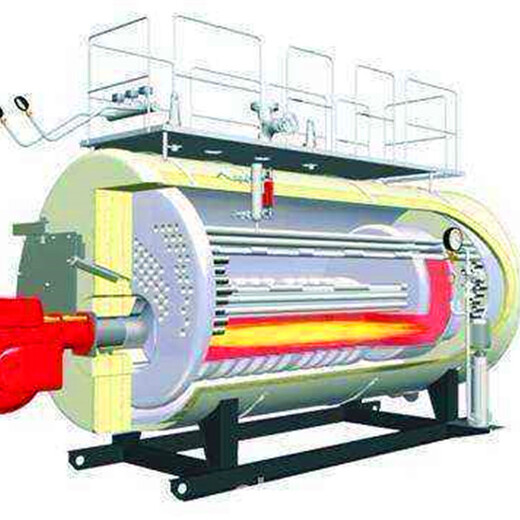
燃气蒸汽锅炉的性能优势:
如果润滑油路阻塞,高速运转的涡轮增压器在很短时间内,就可能造成涡轮转子轴及浮动轴承的严重磨损,使增压器失效。确保各管路的紧固和密封牢靠,如空气滤清器到压气机、压气机到柴油机进气管、涡轮增压器与柴油机排气管等管路。涡轮增压器的密封原理与其他低转速机械完全不同,它通过涡轮转子轴两侧的密封活塞环,将两壳体内的气体压力封住,使两侧壳体内气体压力大大中间体回油腔内的压力,从而实现密封。当连接增压器的管路出现漏气时,就会造成两侧气体压力不平衡,引起增压器两侧或单侧漏油。
科学,结构合理----锅炉本体采用湿背式三回程、全波纹炉胆、螺纹烟管结构,具有良好的热伸缩性;管板与筒体采用板边连接结构,本体主要焊缝为对接结构,全部采用埋弧自动焊焊接。

自动化程度高,设备运行可靠----采用机电一体化控制设备和可编程逻辑控制器(PLC)联合控制方式。以的可编程逻辑控制器(PLC)为控制系统的“处理器”。控制系统通过触摸屏进行操作,使锅炉自动化控制程度和运行可靠程度大大提高,操作更加简便直观。
寿命长,出力足,----科学的产品,的加工工艺,严谨的质量管控,凡是本厂生产的锅炉设备,连续运行寿命均高达10年以上。锅炉辐射受热面为全波纹炉胆,对流受热面采用螺纹烟管,受热面大,锅炉产热出力足、热效率能高达92%以上,国家规定。
燃料充裕,节能环保----锅炉燃烧室合理,完全适应城市煤气、天然气、轻柴油、重油等多种燃料,燃料在炉膛内微正压燃烧,燃烧完全,烟气污染物少,锅炉的烟气黑度、烟尘黑度、浓度、噪音等技术指标均优于国家一类地区标准。
配套散件,品牌----燃烧器采用品牌燃烧器。配套关键阀门、仪表采用国内产品和品牌,锅炉安全运行。
操作数控火焰切割机前工作检查各气路、阀门,是否有无泄漏,气体安全装置是否有效。检查所提供气体入口压力是否符合规定要求。检查所提供电源电压是否符合规定要求。操作数控火焰切割机工作中1。调整被切割的钢板、尽量与轨道保持平行。根据板厚和材质,选择适当割嘴。使割嘴与钢板垂直。根据不同板厚和材质、重新设定机器中的切割速度和预热时间,设定预热氧、切割氧合理的压力。在点火后,不得接触火焰区域。操作人员应尽量采取飞溅小的切割方法,保护割嘴。检查加热火焰,以及切割氧射流,如发现割嘴有损坏,应及时更换、清理。清理割嘴应用工具清理。切割过程中发生回火现象,应及时切断电源,停机并关掉气体阀门,回火阀片若被烧化,应停止使用,等厂家或人员进行更换。数控火焰操作工操作切割机时,要时刻注意设备运行状况,如发现有异常情况,应按下紧停开关,及时退出工作位,严禁开机脱离现场。操作人员应注意,切割完一个工件后,应将割炬提升回原位,运行到下一个工位时,再进行切割。
下一篇:https://www.huangye88.com/nuantongkongtiao/88-021g5pf0ob554d.html

















