关键词 |
生产斯米克斯米克焊丝,斯米克焊丝配件,上海斯米克焊丝,斯米克焊丝厂家 |
面向地区 |
全国 |
主要用于新辊的制造及旧辊的修复。
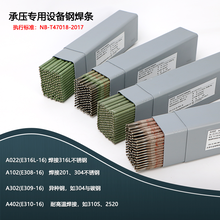
焊条类直径(mm)1.21.6 包装形式:盒装
单件重量:15公斤 堆焊层硬度(HRC)
焊接电流(A) 80~120 120~160 160~200CO2气保护药芯焊丝直径(mm)1.6包装形式:真空层绕盘装单件重量:15公斤ZD2:35ZD3:55ZD310:60焊接电流(A)220~350焊接电压(V)25~35气体流量(L/min)15~20埋弧焊药芯焊丝直径(mm)4.0包装形式:真空层绕盘装单件重量:30~40公斤
焊接电流(A)400~550焊接电压(V)26~32焊接速度(mm/min)~400
注意事项
施焊前,焊条须经250~350℃烘焙1~2h,随烘随用;
焊前对焊件清除铁锈、油污、水份等杂质;
对大、厚件、露天作业等,工件需250℃~300℃预热,焊后缓冷;
埋弧焊药芯焊丝ZD1、ZD2采用HJ431焊剂,焊前焊剂HJ431应烘干250℃1h;ZD3采用107焊剂,焊前焊剂107应烘干300℃1h。
焊丝特点:
TBM-600耐磨焊丝为气保护堆焊药芯焊丝,堆焊金属金相组织为马氏体加合金碳化物,由于碳化物具有的硬度,因而具有优良的耐磨料磨损性能。与手工电焊条相比具有焊接,焊接变形小、综合成本低等优点。
堆焊工艺:
1、焊前将待焊面疲劳层加工掉,并除去油及其它污物。
2、焊前均匀预热,用火焰或陶瓷加热垫均可,预热温度200~300℃。
3、焊接时连续施焊,层间温度≥200℃。
4、焊后立即进保温炉,保温、缓冷至100℃以下出炉。
药芯焊丝药芯中含有少量的稳弧剂和造渣剂(质量分数20%~25%),主要是用来药芯焊丝的焊接工艺性能,包括焊接电弧的稳定性、焊缝成型、脱渣性、飞溅、焊接烟尘等。
1、药芯焊丝的制造
药芯焊丝的制造过程控制非常严谨,由于熔填金属来自钢片皮材及焊剂所含的成份,制造前尺寸与化学成份均需详细核对以确保品质。
由于焊材内部空间受到限制,焊剂颗粒的大小愈显得重要,颗粒间形成类似鸟巢般结合在一起,焊剂成份元素不均匀。
绝大部分的药芯焊丝均由一扁平金属薄片长条逐段经过滚卷成U型断面,粒状焊剂填充于U型金属槽中然后再经后的密封滚卷步骤,将焊剂紧紧的滚压在管形焊丝内
卷成管形的焊丝再经过一连串抽拉动作成为后需要的丝径,此抽拉的动作也可以使填充的焊剂均匀的固定在焊丝皮材内。
制造/生产过程中如何不使焊丝内因管制不良而造成部分线材形成中空(没有焊剂)是药芯焊丝生产品质的关键。另外线材表面亦需光滑且清洁否则将影响送丝的顺畅及焊接电流的传迅。焊丝包装成卷或成桶以避免线材相互纠缠或折损,通常成卷丝材均以塑胶套包封后并放置干燥剂使避免材料受潮,包封后的材料再放入硬纸盒内送出。
在皮材较厚时断面多为对接(BUTT)方式且焊剂量较少,绝大多数的碳钢及低合金钢,丝径在2.8mm及以下均为此种形状断面,类如不锈钢等高合金且丝径较大时,丝材内需较大的空间包容焊剂与合金元素断面形状则多成叠接或心形接头。
2、药芯焊丝的特征:
前已述及药芯焊丝突显了许多焊接方法的有利特性,例如焊剂部分扮演了与被覆焊条能改善熔填金属化学成分与机械性之功能。生产效率上又有气体保护金属电弧焊及埋弧焊的特点。
公司主要从事焊接材料的销售;开展本系统内的资产经营(非金融业务)、实业投资,经营焊接材料各类产品和技术进出口业务。 公司控股股东四川大西洋焊接材料股份有限公司1950年创建于上海,1969年内迁到四川省自贡市,2001年2月在上海证交所成功上市,是中国第一家焊接材料专业制造企业。公司经过五十多年的发展,现已成为国内同行业中产品品种、规格最齐全,生产经营规模最大、经济效益最好的企业,年产能力达65万吨,企业综合经济效益指数连年名列中国焊接材料行业前茅,被评为“中国工业企业综合评价最优500强”企业,列为四川省重点支持发展的扩张型企业,并于2000年跻身于全国520户国家重点企业行列,荣获“全国五一劳动奖状”。 为把“大西洋”做优、做大、做强,实现将“大西洋”建成焊材领域“中国第一、亚洲领先、世界知名”大型企业的战略目标,2002年7月,四川大西洋焊接材料股份有限公司在上海浦东投资建立了上海大西洋焊接材料有限责任公司,成为“大西洋”在华东地区的生产、经营、研发基地。 “大西洋”技术力量雄厚,有多名学术技术带头人和享受各级政府津贴待遇的专家型技术人才。“大西洋”生产设备和检测手段先进,拥有从德国、法国、日本、瑞士等国引进的世界上最先进的焊接材料专业制造设备和检测仪器。“大西洋”质量管理严格,质量管理体系率先在国内同行中通过英国劳氏认证公司ISO9001国际质量认证,主导产品先后通过中、美、英、法、德、挪威和日本七国船检权威机构认可。“大西洋”商标系中国焊材行业第一个注册商标,“四川著名商标”,“大西洋”产品多次荣获部优、省优和“四川名牌”产品称号。 “大西洋”牌焊接材料包括电焊条、焊丝和焊剂三大类,1500多个品种,800多个规格。“大西洋”产品以其过硬的质量和良好信誉,被广泛使用于机械制造、冶金、矿山、高层建筑、航天、核工业、船舶、桥梁、石化、压力容器、电站等国民经济各领域,并大量使用在国家重大工程,如秦山、大亚湾核电站,二滩、三峡水电站,西气东输工程等。“大西洋”产品畅销全国,远销世界四十多个国家和地区。 本公司秉承“顾客至上,锐意进缺的经营理念,坚持“客户第一”的原则为广大客户提供优质的服务。欢迎广大客户惠顾!
全国斯米克焊丝热销信息