




关键词 |
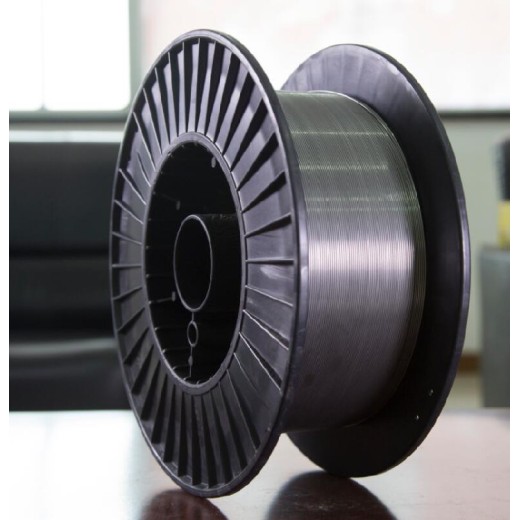
铝镁合金焊丝er5183,s331铝镁焊丝,er5356铝镁焊丝,er5183铝镁合金焊丝 |
面向地区 |
全国 |
材质 |
合金钢 |
类型 |
实芯 |
焊接原理
利用一切可利用的热源加热母材至400℃(温度可高不可低),靠母材热传导熔融焊丝成型
WE53的操作注意细节
1)母材的表面清理干净。即清即焊。
2)母材的温度得达到400℃,包括焊接的过程中母材的温度也要保持400℃,并且温度可高不可低。
3)忌讳用火焰刻意去烧WE53焊丝,母材温度达到400℃以后,焊丝自然会靠母材热传导熔融。
WE53低温铝焊丝下焊丝的方法
一边用热源加热焊接处,一遍用WE53焊丝划焊接处,像划火柴一样,划焊丝的角度是60度-80度角度,划一下收回来,收回来再划,反复这个操作直到将WE53焊丝划到母材上面薄薄一层为正确效果,像将蜡烛划到红的铁上面的那种效果(如果是像蚯蚓一样爬到母材上的话说明划的角度力度不正确或者错误地用火烧了焊丝)。当用WE53焊丝划母材表面得时候,热源尽量回避一下避免直接用热源去烧焊丝,可以将热源移动到焊接处附近而不能够完全移除热源,这样的好处是避免热散失。
WE53焊丝的温度掌握
按照上面介绍的下焊丝的方法可以避免对温度掌握不敏感的师傅烧坏薄铝,因为你在边加热,边划WE53焊丝的过程实际上也是一个测试温度的过程,因为母材的温度不够的话,WE53焊丝是不会熔融到母材上面的,不熔融到母材,表明母材温度不够,温度不够你不用担心烧坏母材,放心大胆地继续加热。
WE53不锈钢小刷的用处
1)焊前作表面处理,破除铝的表面得氧化膜,通俗地说刷“起毛”。
2)当加热划焊丝到母材上面后,此时用不锈钢的小刷刷拭熔融的WE53焊层,至母材毛细,然后方便后面的第二遍焊接,换句话说,只有经过2遍的焊接才是完整的焊接,第二遍焊接是在遍刷拭的基础上进行,这样才能够表现出很好的浸润性。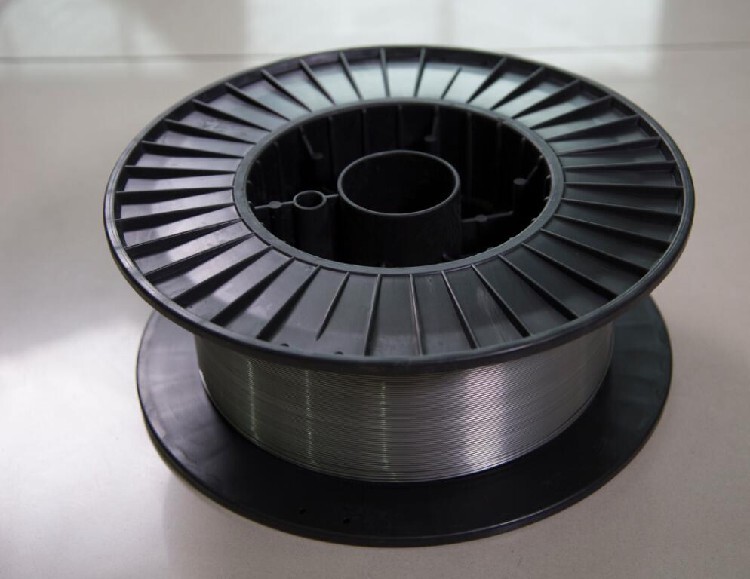
铝焊丝特性介绍及使用存放说明
1、4043(铝焊条/铝焊丝)特性如下:主要元素合金有:硅。不可以热处理,熔化温度为:574℃~632℃,抗腐蚀能力:B(Gen)A(Sc c ),导电率:42%IACS(-O),密度:2.67克/㎝3,阳极化处理后为灰色。4043铝焊条是目前用途广的焊接材料之一,广泛用于MIG焊及TIG焊。加入硅的作用是增加焊料的流动性,以便于焊接操作。
2、4047(铝焊条/铝焊丝)特性如下:主要元素合金有:硅。不可以热处理,熔化温度为:577℃~582℃,抗腐蚀能力:B(Gen)A(Sc c ),导电率:41%IACS(-O),密度:2.66克/㎝3,阳极化处理后为灰黑色。4047铝焊条是主要被用于铝合金材料的钎焊。
3、5183(铝焊条/铝焊丝)特性如下:主要元素合金有:镁、锰、铬。不可以热处理,熔化温度为:579℃~638℃,抗腐蚀能力:A(Gen)A(Sc c ),,密度:2.66克/㎝3,阳极化处理后为白色。5183铝焊条于1957年被发明,用于5083及类似的高强度的铝合金材料的焊接,它的焊接强度要5356.
4、5356(铝焊条/铝焊丝)特性如下:主要元素合金有:镁、锰、铬、钛。不可以热处理,熔化温度为:571℃~635℃,抗腐蚀能力:A(Gen)A(Sc c ),导电率:27%IACS(-H12),密度:2.66克/㎝3,硬度(BHN):105(-H18)阳极化处理后为白色。
5、5556(铝焊条/铝焊丝)特性如下:主要元素合金有:镁、锰、铬、钛。不可以热处理,熔化温度为:570℃~635℃,抗腐蚀能力:A(Gen)A(Sc c ),密度:2.66克/㎝3,阳极化处理后为白色。
现产品已广泛应用于:汽车制造、制冷、化工、造船、自行车、运动、器材、集装箱、空分、航天航空等行业。主要产品形态有铝焊条、铝焊丝、铝焊环、
使用及存放说明:
1、产品拆封后,在保质期内你可以直接施焊,不需要任何焊前处理。产品出厂包装密封条件下可保存二年
以上,拆去包装后在通常大气环境下可保质三个月;
2、产品应置于通风、干燥及酸、碱、油介质隔离的地方存放;
3、产品在运输中应避免摔撞和受潮,以免损坏焊丝盘和影响焊丝质量;
4、焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物;
5、对于超过保质期的焊丝,建议在焊前进行焊丝表面清理;
6、焊接过程中的电弧会你的眼睛,请注意保护。
现产品已广泛应用于:汽车制造、制冷、化工、造船、自行车、运动、器材、集装箱、空分、航天航空等行业。主要产品形态有铝焊条、铝焊丝、铝焊环、
使用及存放说明:
1、产品拆封后,在保质期内你可以直接施焊,不需要任何焊前处理。产品出厂包装密封条件下可保存二年
以上,拆去包装后在通常大气环境下可保质三个月;
2、产品应置于通风、干燥及酸、碱、油介质隔离的地方存放;
3、产品在运输中应避免摔撞和受潮,以免损坏焊丝盘和影响焊丝质量;
4、焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物;
5、对于超过保质期的焊丝,建议在焊前进行焊丝表面清理;
6、焊接过程中的电弧会你的眼睛,请注意保护。

全国铝焊丝ER5356热销信息










