咨询一布两油防腐钢管厂家
产品别名 |
一布两油防腐钢管 |
面向地区 |
|
品牌 |
诚源 |
材料 |
铝框 |
电压 |
24v |
加工定制 |
是 |
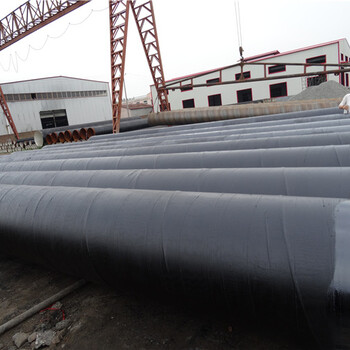
一布两油环氧煤沥青防腐直缝管国内外|别具匠心导读:环氧煤沥青是当前广泛应用于埋地钢制管道外壁防腐涂装的涂料品种。本漆为无溶剂的双组份环氧树脂防腐漆,常温自干,持有抗微生物,电绝缘本质好,耐土壤、污水、潮湿、湿热、冷热交替等环境下的腐蚀。本品也称为环氧煤沥青防腐漆。本品在环氧煤沥青防腐涂层中,作为中间漆、面漆使用。无溶剂环氧煤沥青漆是由环氧树脂、煤焦油沥青、防锈颜料、体质颜料、助剂组成,组份二为固化剂。本品不含或带有微量溶剂。主要应用于埋地、接触地面的钢铁管道外壁、钢构件及水泥构件防腐,作为防腐、重防腐涂料,有以下本性要求:高膜厚:环氧煤沥青防腐漆,通常涂装膜厚在300μm以上,所以务用厚浆型或者无溶剂型,普通型环氧煤沥青漆并不顺应重防腐涂装,会添加施工及涂装周期。
一布两油环氧煤沥青防腐直缝管国内外|别具匠心,施工留神点①钢铁表面的焊缝须达成表面无棱角、光滑、无焊、刺。②实践厚涂施工时,以不流淌为宜,配制时一般不必参与稀释剂,但若环境温度过低,粘度较大时,可增添稀释剂1%~5%,同时适当添加固化剂;③施工时,须留心天气和温度的变动,雨、雾、雪天或相对湿度大于80%时,不宜施工;④玻璃布的厚度i好为0.1mm或0.12mm,经纬度密度为12×10根/c㎡或12×12根/c㎡规格的脱脂无碱或中碱玻璃布,受潮的玻璃布应烘干后才能使用;⑤补口方法:补口防腐层与管体防腐层的搭接至少100mm,搭接处的表面治理需到达St3,擦净、无污物;⑥补伤口方法:先去掉已伤的防腐层,倘使未露基底,则只需补中涂层,玻璃布网孔面漆已灌满;⑦外表查验:对涂装的管道须逐根检验,并做到防腐涂层平整,无皱折和鼓气。审查:可用电火花检漏仪检测,中品级为2000V,改善级为3000V,特增进级为5000V,平均每45㎡发生火花不超过1处,即为及格。如不及格,处须补涂。
环氧煤沥青防腐钢管的适用期,可以通过多种方法实践调节。环氧煤沥青是A、B双组分热固性材料,使用时在符合温度下按比例将环氧树脂A组分和沥青B组分混合匀称,参与规定级配的集料拌合匀和,而后再输送至铺装场所,后履行摊铺和压实。从环氧煤沥青A和B组分混合至环氧煤沥青混合料摊铺和压实的时间即为适用期。适用期的长短对环氧煤沥青混合料的初始马歇尔稳固度、后期固化及铺装质地有着非常明显的效用,直接想干到开放交通的时间和道路后期质地,因此效用到路桥的经济和社会效益。同时,环氧煤沥青作为铺装层需要的适用期也按照施工现场的状况需要而转变。按照技术提高的程度、推动企业成长、增添盈利、加强客户满意度或缩短等不同层面来定义环氧煤沥青防腐钢管的功能需求;防腐钢管可以原创产品、将现有产品加以改进、换代性产品或以全新品牌等不同形态出现环氧煤沥青防腐漆漆膜中的某些化学防锈颜料或其与成膜物或水分的反应产物,对钢铁底材可以起缓蚀效应,容纳钝化。碱性颜料与油性类成膜物反应可生成金属皂,如红丹、胺化铅、碱式铬酸铅、铅酸钙和碱式硫酸铅等。金属皂与水接触后,其分解物可起到缓蚀效用。另外,生成金属皂的漆膜增进了对环境的屏蔽效用。
两布四油防腐技术要求;1、对防腐池壁完全清理清洁,、杂物。2、涂刷底漆:底漆要求与基层黏结力强。环氧树脂度漆,每层厚度约为0.1mm左右。3、刮腻子:环氧树脂+石英粉,基层表面有不平整凹凸部分,可用腻子刮平或抹成圆弧过渡,固化后用砂布打平。腻子所用树脂与胶液相似。4、贴衬玻璃布:先在设备表面贴衬部位涂刷一层配好的胶液,涂刷胶液应匀称、认真、迅速,纵横各刷一遍,可以预防漏刷。玻璃布贴衬的顺序可以与流体方向差异,从上到下、先壁后底、先衬管子后衬壁。偶尔 为了操作方便,在贴衬器壁的同时,应在进出口处先贴衬一块玻璃布,在全部施工实现后,此处玻璃布已经固化,可以以免进出困难。贴衬玻璃布时不要拉得过紧,使玻璃布基础平直即可,两面三边不得有歪斜现象。贴衬平整后,应立即用毛刷、刮板(橡胶板或胶合板制的刮板)或压辊滚压,匀和地刮平、压实,从布的中央向两边赶除气泡,贴衬玻璃布一定做到贴实、无气泡或无褶皱。
环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要因素组成,是甲(环氧)乙(固化剂)双组份涂料,拥有良好的附着力、坚韧性、耐湿润、耐水、耐化学介质,拥有免得各种离子穿过漆膜的功 环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要因素组成,是甲(环氧)乙(固化剂)双组份涂料,持有的附着力、坚韧性、耐湿润、耐水、耐化学介质,持有免得各种离子穿过漆膜的功能,拥有与被涂物件同胀大同收缩的特色。漆膜从不掉落、龟裂。厚度0.5~1.0mm。
直缝焊管生产工艺相对简略,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产,低,开展较快。螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋钢管有用一模一样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。不过与相似长度的直缝管相比,焊缝长度增添30~,而且生产速度较低。从而 ,较小口径的焊管大都采取直缝焊,大口径焊管则大多采取螺旋焊。在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再执行相交,接成顺应工程需要的长度,丁字焊直缝钢管差池的机率也大大加强,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,添加了产生裂纹的兴许性。
查看全部介绍