


产品别名 |
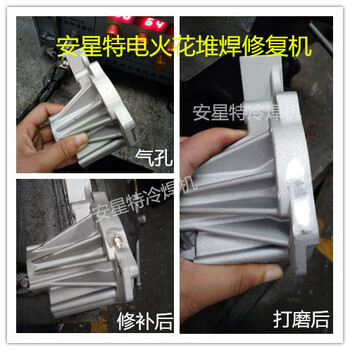
铸铝件的气孔沙眼,铝能焊接吗,铸铝磕碰伤怎么,铸铝焊机 |
面向地区 |
全国 |
品牌 |
重庆安星特 |
用途 |
焊接 |
电流 |
交流 |
工作形式 |
点焊 |
焊接原理 |
冷焊 |
驱动形式 |
气动 |
作用对象 |
玻璃 |
作用原理 |
脉冲 |
最近来访记录







