关键词 |
供应油缸,油缸规格型号,苏州油缸,供应油缸 |
面向地区 |
全国 |
滚压加工 滚压加工是一种无切削加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象.
液压油缸调慢点有以下办法:
1、换掉电机,转速慢一档,功率也可以降低。--很麻烦,转速未必合适。
2、更换小流量的油泵电机组。---可行性好,要花银子。
3、油路中加接一段“阻尼管”。买一跟直径8-10毫米的铜盘管(视流量大小,长度试验调整)两断焊上接头,接到油路中,通过调整长度,可以得到满意的效果。注意(1):校验铜管耐压够不够。注意(2):泵出口如果没有益流阀,要加装。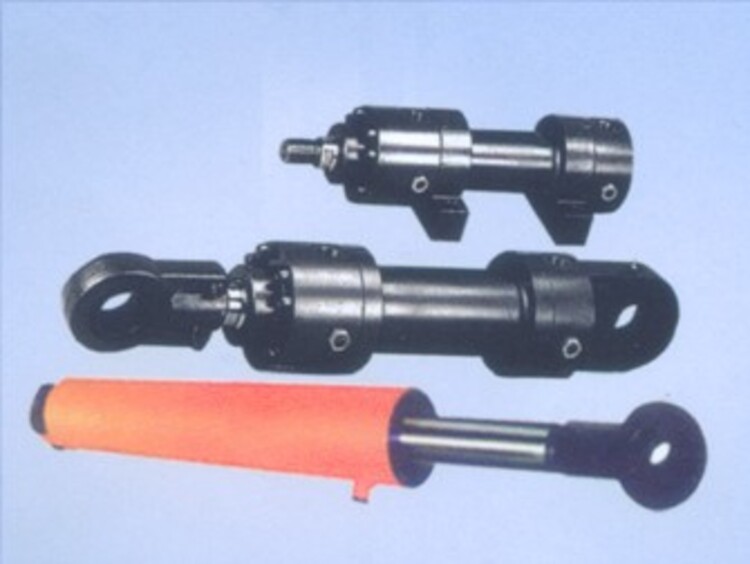
动作不灵敏的原因及排除方法主要有:
1.液压缸中空气过多
排除方法:
①通过排气阀排气;
②检查空气是否由活塞往复运动部位的密封圈处吸入,如是,更换密封圈。
2.液压泵运转有不规则现象
如振动噪音大;压力波动历害;泵转动有阻滞;轻度咬死现象。
排除方法参考相关书籍内容。
3.有缓冲装置的液压缸,反向起动时,单向阀孔口太小,使进入缓冲腔油量太少,甚至出现真空,因此在缓冲柱塞离开端盖的瞬间,会引起活塞一时停止或逆退现象。
排除方法:加大单向阀孔口,详见第五节中“缓冲排气装置常见故障及修理”。
4.活塞运动速度高时,单向阀的钢球跟随油流流动,以致堵塞阀孔,致使动作不规则。
排除方法:参见相关内容。
5.橡胶软管内层剥离,使油路时通时闭,造成液压缸动作不规则
排除方法:更换橡胶软管。
6.有一定的横向载荷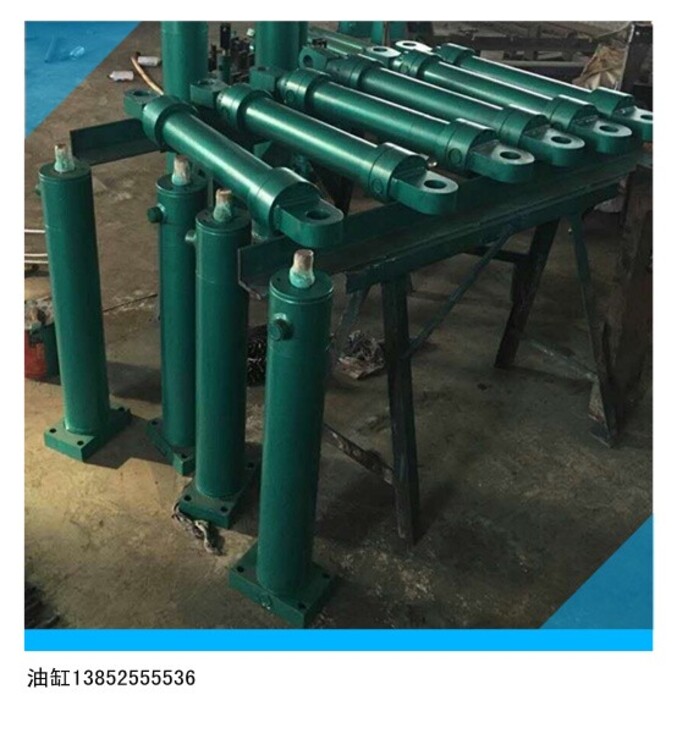
我们要了解引起压力不足的原因,然后我们才能找到相应的解决方法,我们先说说原因吧。原因如下:
1、安全阀调整值过低。
2、安全阀锥阀卡死或磨损。
3、接头松动或密封件造成泄漏。
4、压力表故障造成压力反应失真。
以上就是引起电动液压油泵压力不足的原因,下面我们说说解决方法:
1、调整安全阀。
2、检查锥阀或阀体更换或修复
3、紧固接头或更换密封件
4、检查压力表检修压力表座。
新出厂的装载机通常不会出现液压油温度过高现象。对管路走向、胶管长度、运动轨迹和弯曲半径进行复核,均在合理范围内,也没有发现胶管与胶管、胶管与机体发生摩擦的现象。检查油缸胶管装配质量,没有发现管接头过松、过紧以及胶管扭曲现象。进一步分析认为,胶管接头的扣压芯管与扣压外卡套的加工质量符合要求,是确保胶管不渗漏的关键我们把质量较好、无渗漏的胶管接头与出现渗漏的胶管接头分别剖开进行对比,发现2种胶管接头芯管的加工质量确实有较大的差别。
冲洗过程中要应该注意:
(1) 油箱要封闭,减少现场空气中颗粒进入油箱的机会;
(2) 相油箱中加入冲洗油时应使用带过滤器的加油小车,以滤除桶装油中的污染物;
(3) 更换滤芯时暂停冲洗泵,注意不要带入杂质;
(4) 对排空和排污要定期进行,以确保系统充满,并及时排出气体和污染物。
(5) 在冲洗的前期,油中水分蒸发很重要,在冲洗油箱上应有蒸汽逸出的窗口。
(6) 冲洗合格后在抽出冲洗油、管线使用前要注意保护,以免污染物进入液压系统。