





关键词 |
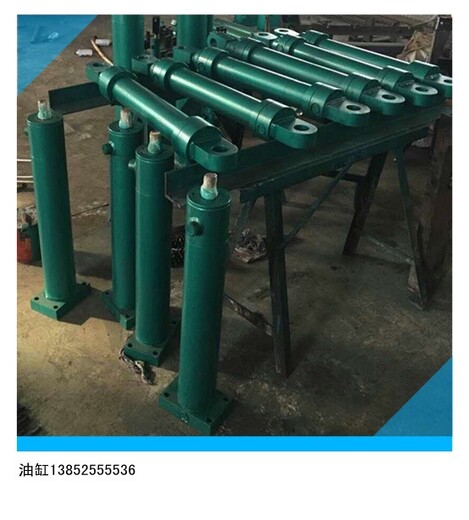
生产油缸,潍坊油缸,油缸报价及图片,油缸生产厂家 |
面向地区 |
全国 |
缸筒作为油缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,其内表面粗糙度要求为Ra0.4~0.8µm,对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。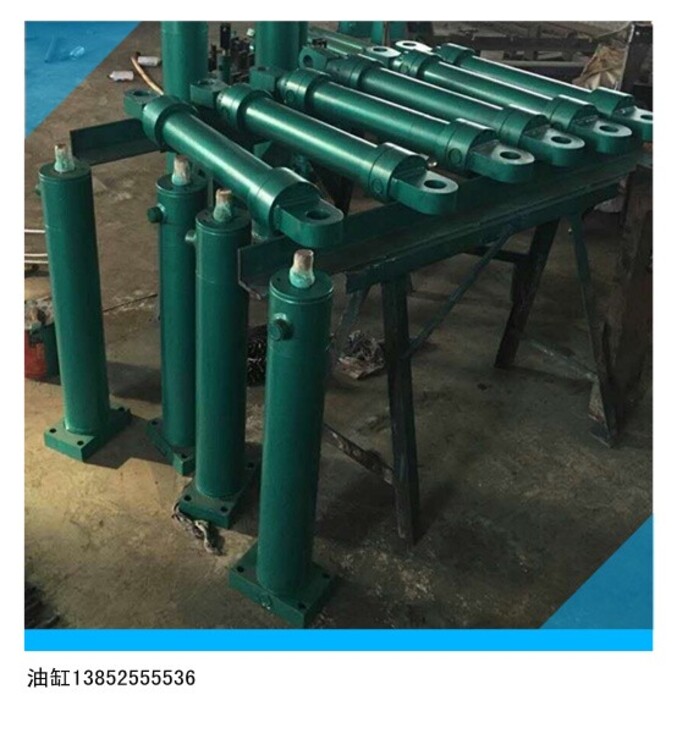
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
正确的换油步骤应放掉液压油箱中的液压油,清洗干净油箱后加入新液压油,再拆下回路总管,启动发动机后低速运转,使油泵工作,分别操纵各机构,靠液压油将回路中的旧油逐一排出,直至回油总管有新油流出为止,后,将回油总管与油箱连接,往油箱中补充新液压油至规定位置即可。











