硬质合金钻头正确的冷却:
(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与的夹角。
(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
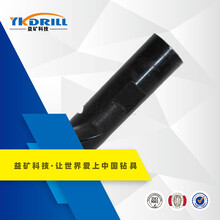
硬质合金钻头是怎么组成的
硬质合金钻头可改换硬质合金齿冠钻头是新一代钻削。
它由钢制钻体和可改换的整体硬质合金齿冠组合而成,与焊接式硬质合金钻头对比,其加工精度八两半斤,但因为齿冠可改换,是以可降低加工成本,提高钻削出产率。
硬质合金钻头可获得切确的孔径尺寸增量并具有自定心功能,是以孔径加工精度很高。

硬质合金可转位刀片钻头
安装硬质合金可转位刀片的钻头可加工孔径范围很广,加工深度范围为2D~5D(D为孔径),可应用于车床和其它旋转加工机床。
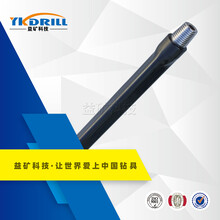
焊接式硬质合金钻头
焊接式硬质合金钻头是在钢制钻体上牢固焊接一个硬质合金齿冠制成。这种钻头采用自定心几何刃型,切削力小,对大多数工件材料均可实现良好的切屑控制,加工出的孔表面光洁度 好,尺寸精度和定位精度都很高,不必再进行后续精加工。该钻头采用内冷却方式,可用于 加工中心、CNC车床或其它高刚性、高转速机床。

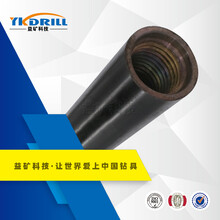
钻体与硬质合金齿冠之间采用周详磨制的互锁V形槽毗连机构彼此锁紧,可确保钻头组合体具有与焊接式硬质合金钻头不异的尺寸精度和整体刚性。同时,这种锁紧机构只有一的切确配合位置,使齿冠易于安装到与之匹配的拉杆上,从而可改换齿冠时的一再定位精度。当经由过程锁紧螺钉拉紧拉杆时,齿冠/钻体组合体彼此平稳锁紧,其毗连刚度足以胜任猛进给、高转速的横跨产率孔加工要求。Seco-Carboloy公司采用前进前辈的成型工艺制造的硬质合金齿冠具有的材质平均性,使齿冠具有平均的强度和统一的热变形机能。Seco公司今朝可供给三种特定几何刃型的CrownLoc钻头:种是具有常规的刃口钝化半径、刃带宽度和倒锥角的通用几何刃型,适合加工年夜年夜都型号的钢材料;第二种是具有较宽刃带和倒棱的几何刃型,适合加工铸铁材料;第三种几何刃型可削减切削热和加工硬化,适合加工不锈钢和超级合金材料。

硬质合金钻头是靠钻压和自身旋转产生的冲击载荷破碎岩石的。在凿岩钻进中,钻头经受高频率的冲击载荷,且受到扭转、弯曲、拉伸、压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的磨损与腐蚀。
国内外使用的牙轮钻头,多为三牙轮钻头。这种钻头的特点是:轴压和冲击载荷分布范围较大且均匀,并能充分利用有效空间,钻进平稳。牙轮钻头用硬质合金齿的尺寸和形状适用于岩石的特性,要求耐磨性好,强度高,不易碎裂和折断。牙轮钻头使用的硬质合金齿主要有:球形齿,锥球齿,楔形齿,边楔齿和用于轮背与爪尖的平顶齿等。