服务项目 |
钻攻中心 |
面向地区 |
全国 |
钻攻中心是一种切削金属的机床,通常也称为“钻铣攻牙中心”“钻孔攻牙中心”““钻铣中心”“钻铣加工中心”等是目前市场上集切削、钻孔、攻牙为一体工作效率快且的机床是由传统的金属切削机床-立式加工中心(电脑锣)衍生出来的占地面积及加工行程较传统的立式加工中心而言要小,主要用于加工轻小型金属,不适合重切削配置通常采用夹臂式刀库或伺服式刀库。
铣头部分由有级(或无级)变速箱和铣头两个部件组成。铣头主轴支承在轴承上.主轴具有高回转精度和良好的刚性;主轴装有快速换刀螺母,前端锥采用1$0505锥度;主轴采用机械无级变速,其调节范围宽,传动平稳,操作方便。
刹车机构能使主轴迅速制动,可节省辅助时间,刹车时通过制动手柄撑开止动环使主轴立即制动。启动主电动机时,应注意松开主轴制动手柄。铣头部件还装有伺服电机、内齿带轮、滚珠丝杠副及主轴套简,它们形成垂直方向(z方向)进给传动链,使主轴作垂向直线运动。
工作台与床鞍支承在升降台较宽的水平导轨上,工作台的纵向进给是由安装在工作台右端的伺服电机驱动的。通过内齿带轮带动精密滚珠丝杠剐,从而使工作台获得纵向进给。工作台左端装有手轮和刻度盘,以便进行手动操作。床鞍的纵横向导轨面均采用了TuRcllEB贴塑面,从而提高了导轨的耐磨性、运动的平稳性和精度的保持性,消除了低速爬行现象。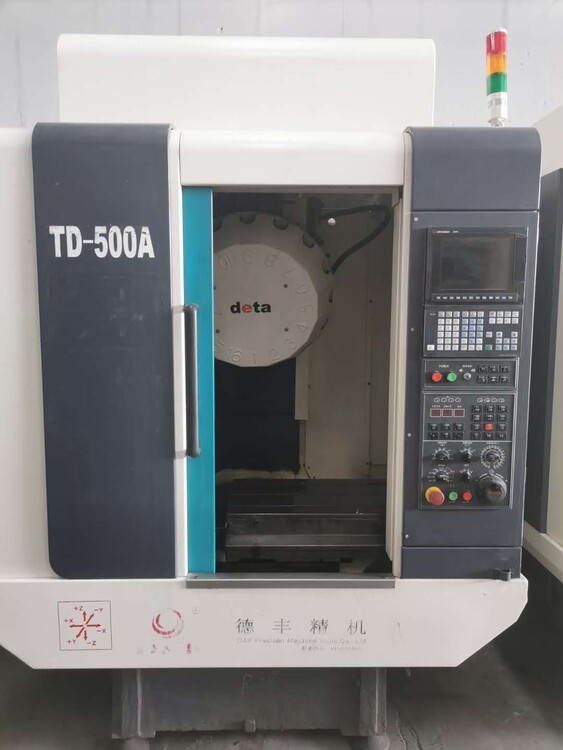
数控机床主要用于加工形状复杂的零件,但所使用夹具的结构往往并不复杂。数控铣床夹具的选用可根据生产零件的批量来确定。对单件、小批量、工作量较大的模具加工来说,一般可直接在机床工作台面上通过调整实现定位与夹紧,然后通过加工坐标系的设定来确定零件的位置。
立装结构铣刀的刀片只用一个螺钉固定在刀槽上,结构简单,转位方便。虽然刀具零件较少,但刀体的加工难度较大,一般需用五坐标加工中心进行加工。由于刀片采用切削力夹紧,夹紧力随切削力的增大而增大,因此可省去夹紧元件,增大了容屑空间。由于刀片切向安装,在切削力方向的硬质合金截面较大,因而可进行大切深、大走刀量切削,这种铣刀适用于重型和中量型的铣削加工。