服务项目 |
银焊条 |
面向地区 |
全国 |
银焊条是一种以银或银基固深体的焊条,具有优良的工艺性能,不高的溶点、 良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,可以用 来钎焊除铝、镁及其他低熔点金属以外的所有黑色和有色金属,该产品广泛的应用于制 冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。
存放焊丝的仓库应具备干燥通风环境,避免潮湿;拒绝水、酸、碱等液体极易挥发有腐蚀性的物质存在,更不宜与这些物质共存同一仓库。焊丝应放在木托盘上,不能将其直接放在地板或紧贴墙壁。存取及搬运焊丝时小心不要弄破包装,特别是内包装“热收缩膜”。打开焊丝包装应尽快将其全部用完(要求在一周以内),一旦焊丝直接暴露在空气中,其防锈时间将大大缩短(特别在潮湿、有腐蚀介质的环境中)。
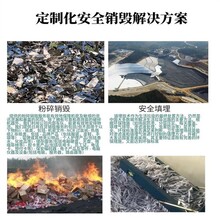
沉淀银焊:在含银焊的废液中,加入过量的氯化钠,使银焊沉淀完全,然后过滤、洗涤、抽干。还原银粉:把所得AgCl沉淀,放入烧杯中,埋铁片子于AgCl沉淀中,再加浓盐酸淹盖之,然后加热至沸腾,同时搅拌,至白色AgCl沉淀全变成灰白色的银粉为止(大概需1小时左右)。洗涤银粉:取出残余铁片,减压过滤,先用自来水洗涤两次,再用蒸馏水洗,洗至无氯离子为止再抽干。烘干银粉:把所得银法移至瓷蒸发皿中,置石棉网上加热烘干,即得粗制银粉。
焊条(coveredelectrode),是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。焊芯即焊条的金属芯,为了焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条由焊芯及药皮两部分构成。其种类不同,焊芯也不同。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少。焊接碳钢及低合金钢的焊芯, 一般都选用低碳钢作为焊芯,并添加锰、硅、铬、镍等成分(详见焊丝国家标准G1300一77)。
焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在焊条前端药皮有45°左右的倒角,这是为了便于引弧。在尾部有一段裸焊芯,约占焊条总长1/16,便于焊钳夹持并有利于导电。焊条的直径实际上是指焊芯直径)通常为2、2.5、3.2或3、4、5或6mm等几种规格,常用的是小3.2、小4、小5三种,其长度“L”一般在200~550 mm之间。
考虑焊缝金属力学性能和化学成分对于普通结构钢,通常要求焊缝金属与母材等强度,应选用熔敷金属抗拉强度等于或稍母材的焊条。对于合金结构钢,有时还要求合金成分与母材相同或接近。在焊接结构刚性大、接头应力高、焊缝易产生裂纹的不利情况下,应考虑选用比母材强度低的焊条。当母材中碳、硫、磷等元素的含量偏高时,焊缝中容易产生裂纹,应选用抗裂性能好的碱性低氢型焊条。
最近来访记录